一种真空电子束焊接紧固装置的制作方法
本技术属于航空制造领域,具体涉及一种真空电子束焊接紧固装置。
背景技术:
1、真空电子束焊接是将工件放置在一个高真空环境下的焊接过程,焊接室内压强很低,焊接接头质量很高。由于其特殊的加热方式,相对于传统手工焊接,其对工件的结构形式有一定的限制。
2、图1所示的一种骨架组件,其结构包括骨架盘6、骨架座5和隔磁环7三部分,通过电子束焊接实现永久连接。该组件由不同材料组成,起到隔磁效果。真空电子束焊接时需要将骨架组件两端固定,并沿轴向相向施加压力,使骨架组件各结合面间隙减小,达到焊接要求。根据该骨架组件的结构特点,由卡爪夹持骨架盘6,另一端用顶尖8顶住骨架座5,紧固后进行焊接(如图2)。骨架组件装夹时处于大气压状态,而骨架座5内部为空腔,空腔内充满空气,顶尖8顶住骨架座5后,骨架座5内部处于封闭状态,抽真空时空腔内部的空气无法排出。真空电子束焊接时,电子束流穿透隔磁环7和骨架座5,形成小孔,空气持续从小孔中排出,导致焊缝冷却时形成气孔,影响焊接质量,无法满足工艺设计要求。
技术实现思路
1、
技术实现要素:
提供一种电子束焊接紧固装置,解决骨架组件焊接时容易产生气孔、影响焊接质量问题。
2、技术方案:
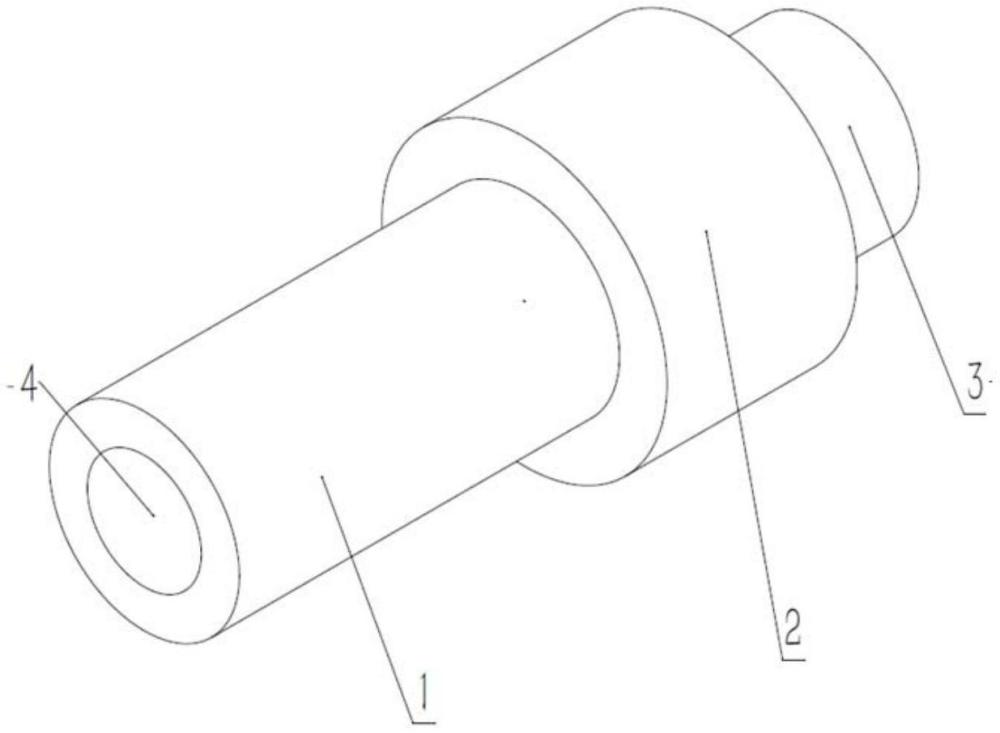
3、一种真空电子束焊接紧固装置,轴向方向包括夹持段1、定位段2以及与骨架组件相连的连接段3,轴向方向内部设置有排气孔4,其中定位段2的径向方向尺寸大于夹持段1的径向尺寸以及连接段3的径向尺寸。
4、进一步地,连接段3插入骨架组件的骨架座内,夹持段1通过插入卡爪内进行紧固。
5、进一步地,排气孔4为圆孔。
6、进一步地,排气孔4为定直径的圆孔。
7、进一步地,定位段2的两个定位端面平行。
8、进一步地,定位段2的两个定位端面与轴线方向垂直。
9、有益效果:
10、本实用新型所提供的真空电子束焊接的紧固装置为整体加工零件,尺寸精度高,定位准确。焊接后将顶尖8向后移动,骨架组件直接取出,紧固装置则保持不动,再次装夹后坐标不变,起到良好的重复定位作用,焊接效率大幅提升。
11、本实用新型所提供的真空电子束焊接的紧固装置中间设计的排气孔与骨架座5内部相连,抽真空时可快速将骨架座5内部的空气排出,与焊接室同时达到高真空状态。焊接时,由于焊接室与骨架座5内部的气压一致,骨架座5内部的空气不再从焊缝上的小孔内排出,焊缝质量得到很大提升,满足工艺设计要求。解决了骨架组件焊接时容易产生气孔、影响焊接质量问题,同时简化装夹过程,快速定位,提高了效率,实施方便,成本低。
技术特征:
1.一种真空电子束焊接紧固装置,其特征在于,轴向方向包括夹持段(1)、定位段(2)以及与骨架组件相连的连接段(3),轴向方向内部设置有排气孔(4),其中定位段(2)的径向方向尺寸大于夹持段(1)的径向尺寸以及连接段(3)的径向尺寸。
2.根据权利要求1所述的真空电子束焊接紧固装置,其特征在于,连接段(3)插入骨架组件的骨架座内,夹持段(1)通过插入卡爪内进行紧固。
3.根据权利要求1所述的真空电子束焊接紧固装置,其特征在于,排气孔(4)为圆孔。
4.根据权利要求3所述的真空电子束焊接紧固装置,其特征在于,排气孔(4)为定直径的圆孔。
5.根据权利要求1所述的真空电子束焊接紧固装置,其特征在于,定位段(2)的两个定位端面平行。
6.根据权利要求1所述的真空电子束焊接紧固装置,其特征在于,定位段(2)的两个定位端面与轴线方向垂直。
技术总结
本技术属于航空制造领域,具体涉及一种真空电子束焊接紧固装置。轴向方向包括夹持段(1)、定位段(2)以及与骨架组件相连的连接段(3),轴向方向内部设置有排气孔(4),其中定位段(2)的径向方向尺寸大于夹持段(1)的径向尺寸以及连接段(3)的径向尺寸。
技术研发人员:盛志平
受保护的技术使用者:陕西千山航空电子有限责任公司
技术研发日:20230927
技术公布日:2024/5/27
- 还没有人留言评论。精彩留言会获得点赞!