异型面零件快速装夹工装及加工机床的制作方法
本技术涉及机械加工制造,具体地,涉及一种异型面零件快速装夹工装及加工机床。
背景技术:
1、目前的不规则型面零件的装夹方式比较难,常见的方法有以下几种:(1)使用三爪/四爪卡盘校调,校调时间久,且大部分异形零件无法使用三爪或四爪卡盘装夹;(2)设计专用装夹工装,但专用装夹工装结构复杂,加工周期长。
2、弹性夹套常用于机床上加工回转体轴类零件,传统的弹性夹套的结构为圆筒,在圆筒的一侧开口,开口后在装夹过程中可以产生弹性变形,使夹套的内型面和零件的装夹表面贴合,完成快速定位装夹。
3、但是上述这种装夹方式由于开口位置在单侧,会产生弹性变形不均匀的问题,而且非规则回转类零件(即异型面零件)无法采用这种装夹方式,比如零件的装夹面是梅花形,夹套开口后在一侧产生弹性变形,内型面无法和零件的装夹面一致。夹套和零件产生线接触,无法保证形位尺寸,同时加工过程中可能会产生扎刀和零件飞出等问题,会加剧刀具损坏和造成生产事故。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的是提供一种异型面零件快速装夹工装及加工机床。
2、根据本实用新型提供的一种异型面零件快速装夹工装,包括夹持体和台阶体,所述夹持体一侧设置所述台阶体;
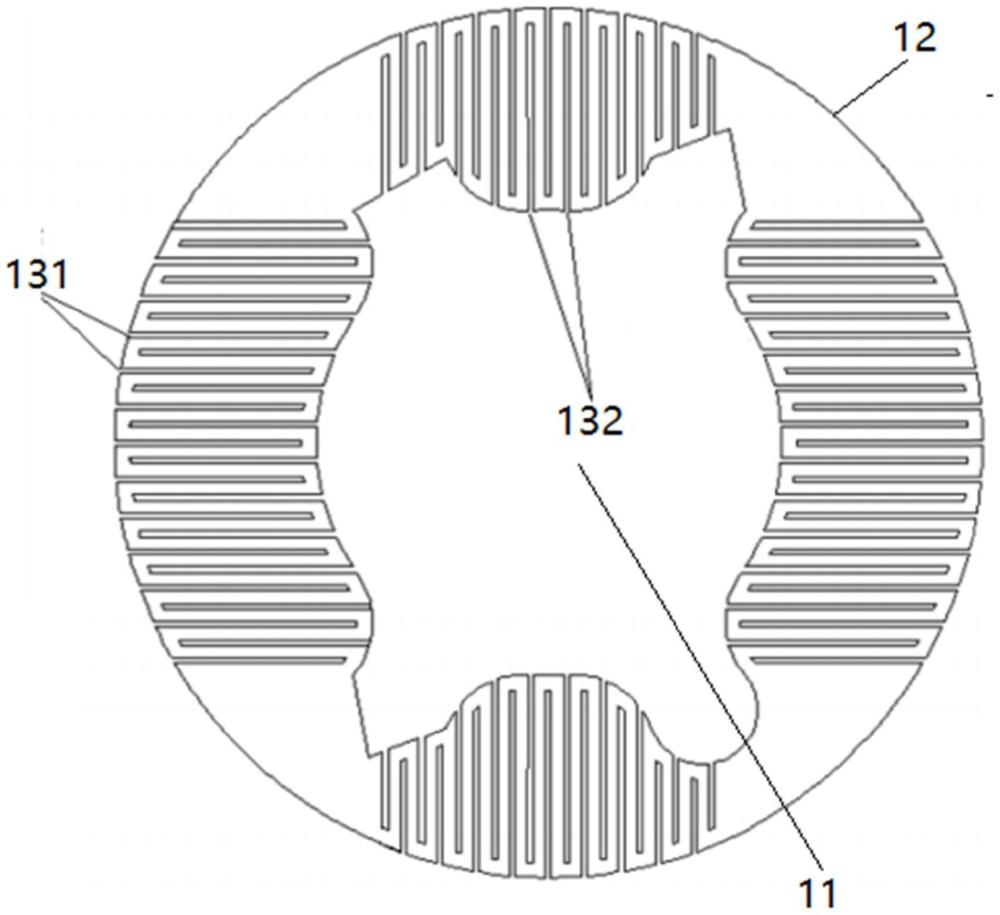
3、所述夹持体端面上设置有内孔,且所述夹持体端面和所述台阶体端面上还设置有线槽,所述线槽包括外线槽和内线槽,所述外线槽和所述内线槽围绕所述内孔分布设置在所述夹持体端面和所述台阶体端面上。
4、一些实施方式中,所述外线槽和所述内线槽均垂直设置在所述夹持体端面和所述台阶体端面上。
5、一些实施方式中,所述外线槽和所述内线槽交错排布设置在所述夹持体端面和所述台阶体端面上,且所述外线槽和所述内线槽围绕所述内孔轴心均匀分布设置在所述夹持体端面和所述台阶体端面上。线槽数量与分布的位置可由所述夹持体端面大小决定,线槽的宽度一般为0.5mm,具体宽度可按照零件大小进行调整。
6、一些实施方式中,所述外线槽从所述外圆向所述内孔方向延伸设置,且所述外线槽不贯穿所述外圆和所述内孔;
7、所述内线槽从所述内孔向所述外圆方向延伸设置,所述内线槽不贯穿所述外圆和所述内孔。
8、一些实施方式中,所述内孔形状设置成与要夹持的零件部位形状一致,且所述内孔形状的单边设置为大于所述要夹持的零件部位形状的单边。
9、一些实施方式中,所述内孔形状包括不规则形状和规则形状。
10、一些实施方式中,所述夹持体通过所述台阶体卡设在卡盘上,所述台阶用于机床卡爪装夹定位。
11、一些实施方式中,所述夹持体包括圆柱状夹持体,所述台阶体包括圆柱状台阶体。所述夹持体和所述台阶体均采用金属材质,如铜、不锈钢、钛合金。
12、一种加工机床,包括上述的异型面零件快速装夹工装。
13、与现有技术相比,本实用新型具有如下的有益效果:
14、本实用新型通过在夹持体一侧设置台阶体,夹持体通过台阶体卡设在机床上,且夹持体端面上设置有内孔,且夹持体端面和台阶体端面上还设置有线槽,线槽包括外线槽和内线槽,外线槽和内线槽围绕内孔均匀分布设置在夹持体端面和台阶体端面上;
15、通过设置多个内外线槽达到弹性装夹的效果,使本实用新型工装装夹零件牢靠,能保证零件同轴度,防止在加工过程中出现扎刀和零件飞出等问题,避免加剧刀具损坏和造成生产事故的情况发生;
16、同时本实用新型工装结构简单,加工方便,可以适应快节奏的加工,节省加工时间;
17、同时本实用新型工装可快速装夹零件,装夹效率高;
18、同时本实用新型工装对零件适用性广,规则或者不规则零件的装夹均可用此工装;
19、同时本实用新型工装适用于如车床、铣床的各种设备;
20、同时本实用新型工装加工精度高,装夹后零件的对中值在0.05mm内;
21、同时本实用新型工装使用寿命长,可长期使用,适用于批量化加工。
技术特征:
1.一种异型面零件快速装夹工装,其特征在于,包括夹持体(1)和台阶体(2),所述夹持体(1)一侧设置所述台阶体(2);
2.根据权利要求1所述的异型面零件快速装夹工装,其特征在于,所述外线槽(131)和所述内线槽(132)均垂直设置在所述夹持体(1)端面和所述台阶体(2)端面上。
3.根据权利要求2所述的异型面零件快速装夹工装,其特征在于,所述外线槽(131)和所述内线槽(132)交错排布设置在所述夹持体(1)端面和所述台阶体(2)端面上,且所述外线槽(131)和所述内线槽(132)围绕所述内孔(11)轴心均匀分布设置在所述夹持体(1)端面和所述台阶体(2)端面上。
4.根据权利要求3所述的异型面零件快速装夹工装,其特征在于,外圆(12)是所述台阶体(2)的外端面,所述外线槽(131)从所述外圆(12)向所述内孔(11)方向延伸设置,且所述外线槽(131)不贯穿所述外圆(12)和所述内孔(11);
5.根据权利要求1所述的异型面零件快速装夹工装,其特征在于,所述内孔(11)形状设置成与要夹持的零件部位形状一致,且所述内孔(11)形状的单边设置为大于所述要夹持的零件部位形状的单边。
6.根据权利要求5所述的异型面零件快速装夹工装,其特征在于,所述内孔(11)形状包括不规则形状和规则形状。
7.根据权利要求1所述的异型面零件快速装夹工装,其特征在于,所述夹持体(1)通过所述台阶体(2)卡设在卡盘上。
8.根据权利要求7所述的异型面零件快速装夹工装,其特征在于,所述夹持体(1)包括圆柱状夹持体,所述台阶体(2)包括圆柱状台阶体。
9.一种加工机床,其特征在于,包括根据权利要求1-8任一所述的异型面零件快速装夹工装。
技术总结
本技术提供了机械加工制造技术领域一种异型面零件快速装夹工装及加工机床,包括夹持体和台阶体,夹持体一侧设置台阶体。夹持体端面上设置有内孔,且夹持体端面和台阶体端面上还设置有线槽,线槽包括外线槽和内线槽,外线槽和内线槽围绕内孔分布设置在夹持体端面和台阶体端面上。本技术通过设置多个内外线槽达到弹性装夹的效果,使本技术工装装夹零件牢靠,能保证零件同轴度;同时本技术工装结构简单,加工方便,可以适应快节奏的加工,节省加工时间;同时本技术工装可快速装夹零件,装夹效率高;同时本技术工装对零件适用性广,规则或者不规则零件的装夹均可用此工装。
技术研发人员:王志江,王彤,沈辉,楚乾斌,沈琦琳,高敏
受保护的技术使用者:上海空间推进研究所
技术研发日:20230927
技术公布日:2024/6/11
- 还没有人留言评论。精彩留言会获得点赞!