一种工件加工用攻丝机定位装置的制作方法
本技术涉及攻丝机相关,具体为一种工件加工用攻丝机定位装置。
背景技术:
1、攻丝机是一种在机件壳体、设备端面、螺母、法兰盘等各种具有不同规格的通孔或盲孔的零件的孔的内侧面加工出内螺纹、螺丝或叫牙扣的机械加工设备,攻丝机也叫攻牙机、螺纹攻牙机、螺纹攻丝机、自动攻丝机等,广泛运用在机械加工中的攻丝使用,但是目前攻丝机存在以下不足。
2、目前攻丝机其不具备攻丝深度的定位功能,无法对攻丝钻头的深入量进行定位,继而极易出现攻丝过深、过浅的问题,影响了后续使用,增大了报废率,同时增高了生产成本。
技术实现思路
1、本实用新型的目的在于提供一种工件加工用攻丝机定位装置,以解决上述背景技术中提出的问题。
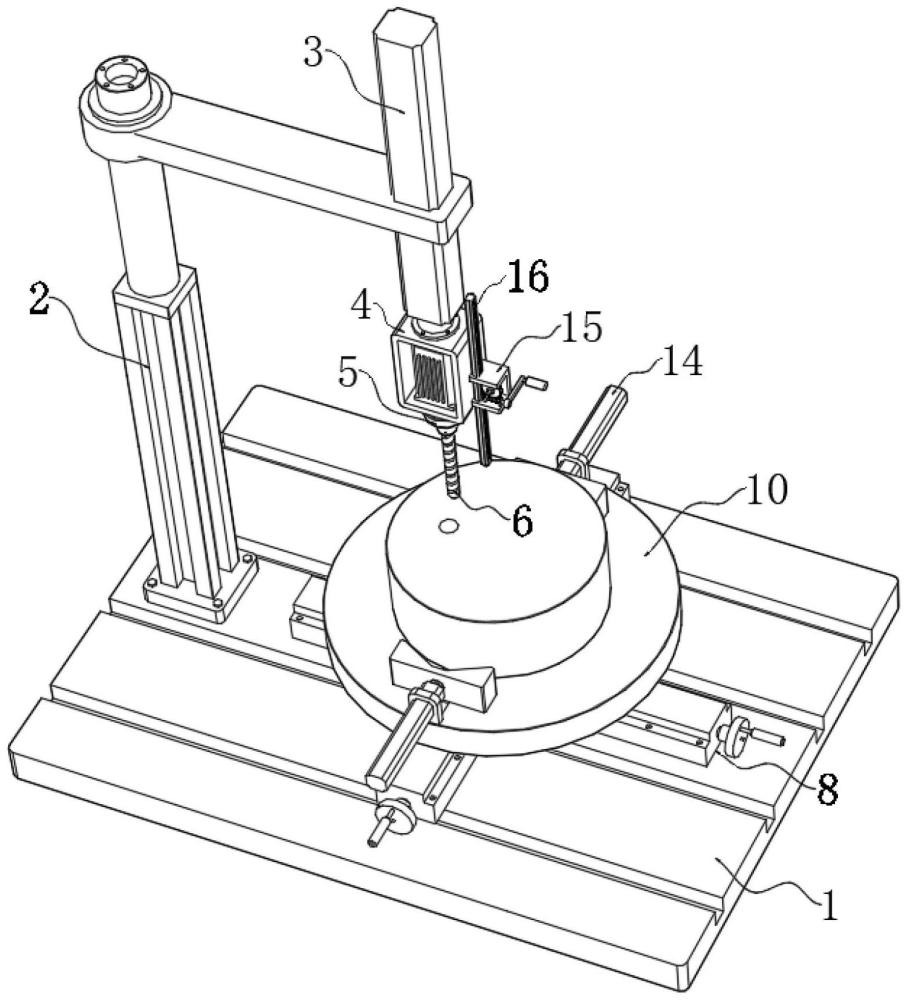
2、为实现上述目的,本实用新型提供如下技术方案:一种工件加工用攻丝机定位装置,包括工作台,所述工作台一侧安装有固定架,在固定架上安装有攻丝单元,所述工作台上表面安装有限位单元,借助限位单元对工件进行夹紧固定,并在攻丝单元一侧增加有定位单元,通过定位单元能够对攻丝单元攻丝深度进行定位。
3、作为本技术方案的进一步优选的,所述固定架整体呈l形结构,且固定架采用金属材质制成。
4、作为本技术方案的进一步优选的,所述攻丝单元包括固定穿设在固定架上的伸缩气缸,所述伸缩气缸输出端安装有呈贯穿设计的安装框,所述安装框下表面转动安装有钻夹头,在钻夹头上安装有攻丝钻头。
5、作为本技术方案的进一步优选的,所述安装框内安装有攻丝电机,所述攻丝电机输出端与钻夹头传动连接。
6、作为本技术方案的进一步优选的,所述限位单元包括安装在工作台上表面的一号手动滑台,在一号手动滑台输出端安装有二号手动滑台,所述二号手动滑台输出端安装有固定台,在固定台上表面对称贯穿开设有两个滑动区,在滑动区内滑动安装有滑块,并在滑块上安装有夹座,且夹座与固定台滑动接触,所述固定台上表面两侧通过支架对称安装有两个夹紧气缸,且夹紧气缸输出端与夹座背部传动连接。
7、作为本技术方案的进一步优选的,且一号手动滑台与二号手动滑台呈十字分布,且一号手动滑台与二号手动滑台的输出方向分别与x、y轴向一一对应。
8、作为本技术方案的进一步优选的,所述定位单元包括装配在安装框一侧壁的凹形座,在凹形座上一侧滑动穿设有齿条,所述齿条底部安装有触发开关,且触发开关与攻丝电机、伸缩气缸建立联系,所述凹形座内一侧转动安装有蜗轮,且蜗轮与齿条啮合连接,所述凹形座内底部通过支架转动安装有蜗杆,且蜗杆与蜗轮传动连接,所述蜗杆尾部向外延伸有摆臂,在摆臂上安装有把手,通过操作摆臂可驱使齿条进行上下移动对攻丝钻头的攻丝深度进行定位。
9、本实用新型提供了一种工件加工用攻丝机定位装置,具备以下有益效果:
10、(1)本实用新型通过设有定位单元,当触发开关接触到工件时即代表攻丝钻头的深度达到预定值,继而伸缩气缸复位,避免出现攻丝深度过深、过浅的问题,并且齿条的位置可自由调节,只需操作把手,经由蜗轮的转动实现对齿条的啮合驱动,将齿条的位置进行上下移动调节,能够对攻丝钻头与齿条最底部高度差数值进行调节,既攻丝深度的预留量。
11、(2)本实用新型通过设有限位单元,借助两个夹座的稳定夹持即可实现对工件的两侧压紧,保证了工件的稳定,便于后续进行攻丝动作,同时借助滑动区与滑块配合保证了夹座移动中的稳定,避免出现偏移,并且在一号手动滑台与二号手动滑台的配合下能够对固定台以及工件攻丝位置的微调,提升了攻丝精度。
技术特征:
1.一种工件加工用攻丝机定位装置,包括工作台(1),其特征在于:所述工作台(1)一侧安装有固定架(2),在固定架(2)上安装有攻丝单元,所述工作台(1)上表面安装有限位单元,借助限位单元对工件进行夹紧固定,并在攻丝单元一侧增加有定位单元,通过定位单元能够对攻丝单元攻丝深度进行定位。
2.根据权利要求1所述的一种工件加工用攻丝机定位装置,其特征在于:所述固定架(2)整体呈l形结构,且固定架(2)采用金属材质制成。
3.根据权利要求1所述的一种工件加工用攻丝机定位装置,其特征在于:所述攻丝单元包括固定穿设在固定架(2)上的伸缩气缸(3),所述伸缩气缸(3)输出端安装有呈贯穿设计的安装框(4),所述安装框(4)下表面转动安装有钻夹头(5),在钻夹头(5)上安装有攻丝钻头(6)。
4.根据权利要求3所述的一种工件加工用攻丝机定位装置,其特征在于:所述安装框(4)内安装有攻丝电机(7),所述攻丝电机(7)输出端与钻夹头(5)传动连接。
5.根据权利要求1所述的一种工件加工用攻丝机定位装置,其特征在于:所述限位单元包括安装在工作台(1)上表面的一号手动滑台(8),在一号手动滑台(8)输出端安装有二号手动滑台(9),所述二号手动滑台(9)输出端安装有固定台(10),在固定台(10)上表面对称贯穿开设有两个滑动区(11),在滑动区(11)内滑动安装有滑块(12),并在滑块(12)上安装有夹座(13),且夹座(13)与固定台(10)滑动接触,所述固定台(10)上表面两侧通过支架对称安装有两个夹紧气缸(14),且夹紧气缸(14)输出端与夹座(13)背部传动连接。
6.根据权利要求5所述的一种工件加工用攻丝机定位装置,其特征在于:且一号手动滑台(8)与二号手动滑台(9)呈十字分布,且一号手动滑台(8)与二号手动滑台(9)的输出方向分别与x、y轴向一一对应。
7.根据权利要求1所述的一种工件加工用攻丝机定位装置,其特征在于:所述定位单元包括装配在安装框(4)一侧壁的凹形座(15),在凹形座(15)上一侧滑动穿设有齿条(16),所述齿条(16)底部安装有触发开关(17),且触发开关(17)与攻丝电机(7)、伸缩气缸(3)建立联系,所述凹形座(15)内一侧转动安装有蜗轮(18),且蜗轮(18)与齿条(16)啮合连接,所述凹形座(15)内底部通过支架转动安装有蜗杆(19),且蜗杆(19)与蜗轮(18)传动连接,所述蜗杆(19)尾部向外延伸有摆臂(20),在摆臂(20)上安装有把手(21),通过操作摆臂(20)可驱使齿条(16)进行上下移动对攻丝钻头(6)的攻丝深度进行定位。
技术总结
本技术公开了一种工件加工用攻丝机定位装置,包括工作台,所述工作台一侧安装有固定架,在固定架上安装有攻丝单元,所述工作台上表面安装限位单元,借助限位单元对工件进行夹紧固定,并在攻丝单元一侧增加有定位单元,通过定位单元能够对攻丝单元攻丝深度进行定位。本技术借助限位单元对固定台上的工件进行稳定的装夹固定,并且能够对固定台以及其上工件的攻丝位置进行自由微调,在攻丝单元上增加有定位单元,借助定位单元可对攻丝钻头的下探深度进行动态调节,从而保证了攻丝钻头对工件攻丝的稳定,避免出现攻丝深度过深、过浅需要二次返工的问题,降低了工作量,提高了攻丝效率。
技术研发人员:孙永君
受保护的技术使用者:大连泽林精密机械有限公司
技术研发日:20230928
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!