一种折边机气液增压式模具夹紧装置的制作方法
本技术涉及折边机,具体涉及一种折边机气液增压式模具夹紧装置。
背景技术:
1、四边折边机以及其他的板材折边机床,均需要应用不同形式的模具,实现板材压紧或板材折边等效果。在折边加工过程中,夹紧装置需要固定模具,保证模具与板材之间不会有影响加工精度的相对位移,而在切换不同折边长度或不同折边工艺时,需要随时调整或更换模具,并且在调整或更换过程中,还要考虑消耗的时间,会不会影响整体加工效率,其次现有的折边机涉及的夹紧装置,其边缘与模具长期接触存在摩擦损耗,若不及时更换则会影响模具折边精度,而现有技术中通过人工更换较为麻烦。
技术实现思路
1、为克服现有技术所存在的缺陷,现提供一种折边机气液增压式模具夹紧装置,以解决现有技术中四边折边机涉及的夹紧装置对模具进行固定时存在位移偏差,且存在与模具的磨损,进而影响折边的精度的问题。
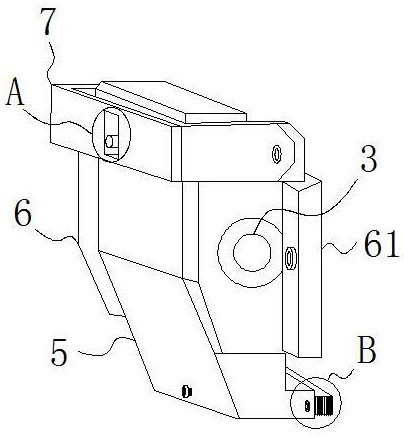
2、为实现上述目的,提供一种折边机气液增压式模具夹紧装置,包括:气液增压缸、夹紧块和安装板,所述夹紧块转动连接在安装板内侧,且安装板上端连接有固定架,并且夹紧块外端连接有限位杆,所述夹紧块底部内侧端滑动插接有定位块,且定位块一侧转动连接有调节螺栓,并且调节螺栓螺接在夹紧块内部,所述固定架的外端面开设有限位槽,且限位杆滑动插接在限位槽中,并且固定架内侧设有巨型弹簧。
3、进一步的,所述安装板内侧固定有轴杆,且夹紧块转动连接在轴杆的外侧,并且安装板内侧端通过固定块与折边机主体连接。
4、进一步的,所述夹紧块的内侧端面设为弧形面,且弧形面与气液增压缸的活塞杆滑动接触,并且气液增压缸水平固定在折边机主体上。
5、进一步的,所述固定架设为n形结构,且夹紧块上端前后壁与固定架滑动接触,并且巨型弹簧设于夹紧块和固定架外端板内壁之间,且巨型弹簧关于限位杆对称设置。
6、进一步的,所述限位槽设为矩形槽结构,且限位杆在限位槽中上下滑动。
7、进一步的,所述定位块的前后端面设有齿边纹,且夹紧块的前后端面螺接有锁紧螺栓,并且锁紧螺栓内侧端连接到齿边纹。
8、本实用新型的有益效果在于:
9、1、利用气液增压缸配合巨型弹簧,作为夹钳夹紧的主要动力机构。当气液增压缸的活塞杆在撑开过程中,夹紧块围绕轴杆,以一个圆弧轨迹向下运动,当活塞杆完全撑开时,可以保证夹紧块的夹紧面与模具被夹紧面,以面接触贴合,从而实现精度要求较高的夹紧要求,夹紧块的打开过程由两个巨型弹簧实现,当夹紧块夹紧时,弹簧被压缩,当夹紧块需要打开时,液增压缸的活塞杆缩回,弹簧受到的压缩力慢慢释放,弹簧逐渐复位,在弹簧复位过程中,夹紧块被撑开,围绕轴杆,以一个圆弧轨迹向上运动,从而释放模具;
10、2、利用限位槽和限位杆便于增加夹紧块转动的稳定性,在夹紧块与模具之间产生磨损时,通过转动调节螺栓便于将定位块向外推出一定距离,然后通过锁紧螺栓和齿边纹将其锁定,进而使得始终与折边模具保持固定的夹紧间距,避免影响折边的精确度。
技术特征:
1.一种折边机气液增压式模具夹紧装置,包括:气液增压缸(1)、夹紧块(5)和安装板(6),其特征在于:所述夹紧块(5)转动连接在安装板(6)内侧,且安装板(6)上端连接有固定架(7),并且夹紧块(5)外端连接有限位杆(54),所述夹紧块(5)底部内侧端滑动插接有定位块(52),且定位块(52)一侧转动连接有调节螺栓(51),并且调节螺栓(51)螺接在夹紧块(5)内部,所述固定架(7)的外端面开设有限位槽(71),且限位杆(54)滑动插接在限位槽(71)中,并且固定架(7)内侧设有巨型弹簧(4)。
2.根据权利要求1所述的一种折边机气液增压式模具夹紧装置,其特征在于,所述安装板(6)内侧固定有轴杆(3),且夹紧块(5)转动连接在轴杆(3)的外侧,并且安装板(6)内侧端通过固定块(61)与折边机主体连接。
3.根据权利要求1所述的一种折边机气液增压式模具夹紧装置,其特征在于,所述夹紧块(5)的内侧端面设为弧形面,且弧形面与气液增压缸(1)的活塞杆(2)滑动接触,并且气液增压缸(1)水平固定在折边机主体上。
4.根据权利要求1所述的一种折边机气液增压式模具夹紧装置,其特征在于,所述固定架(7)设为n形结构,且夹紧块(5)上端前后壁与固定架(7)滑动接触,并且巨型弹簧(4)设于夹紧块(5)和固定架(7)外端板内壁之间,且巨型弹簧(4)关于限位杆(54)对称设置。
5.根据权利要求1所述的一种折边机气液增压式模具夹紧装置,其特征在于,所述限位槽(71)设为矩形槽结构,且限位杆(54)在限位槽(71)中上下滑动。
6.根据权利要求1所述的一种折边机气液增压式模具夹紧装置,其特征在于,所述定位块(52)的前后端面设有齿边纹(521),且夹紧块(5)的前后端面螺接有锁紧螺栓(53),并且锁紧螺栓(53)内侧端连接到齿边纹(521)。
技术总结
本技术提供了一种折边机气液增压式模具夹紧装置,涉及折边机领域,包括:气液增压缸、夹紧块和安装板,所述夹紧块转动连接在安装板内侧,且安装板上端连接有固定架,并且夹紧块外端连接有限位杆,所述夹紧块底部内侧端滑动插接有定位块,且定位块一侧转动连接有调节螺栓,并且调节螺栓螺接在夹紧块内部,所述固定架的外端面开设有限位槽,且限位杆滑动插接在限位槽中,并且固定架内侧设有巨型弹簧。本技术解决了现有技术中四边折边机涉及的夹紧装置对模具进行固定时存在位移偏差,且存在与模具的磨损,进而影响折边的精度的问题。
技术研发人员:马正平,朱国平,徐学鹏,蒋超,费永云,杨扬,周新勇
受保护的技术使用者:江苏亚威机床股份有限公司
技术研发日:20230930
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!