焊接压紧工装及焊接压紧装置的制作方法
本技术涉及焊接工装,尤其涉及一种焊接压紧工装及焊接压紧装置。
背景技术:
1、方壳电池顶盖的焊接在整个方壳电池装配过程中起到关键作用,焊接效果的好坏直接影响到整个电池的性能。目前对方壳电池的顶盖进行焊接时,首先通过夹紧装置将顶盖和芯包进行夹紧固定,之后利用焊接压紧工装将顶盖与芯包压紧,最后利用激光焊机完成焊接工作。
2、由于尺寸的误差以及加工的误差的存在,使得需要对焊接压紧工装的压紧位置进行调整以保证焊接效果,但是现有的焊接压紧工装尺寸固定,使得无法对焊接位置进行调节,从而导致焊接合格率低,并且由于焊接压紧工装尺寸固定,使得当焊接压紧工装在压紧过程中超过行程时,会导致压坏顶盖,导致产品损耗率较高。
3、因此亟需一种焊接压紧工装及焊接压紧装置以解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种焊接压紧工装及焊接压紧装置,焊接合格率高,产品损耗率低。
2、为达此目的,本实用新型采用以下技术方案:
3、一方面,提供了一种焊接压紧工装,包括:
4、连接组件,所述连接组件包括连接座和固定板,所述固定板连接在所述连接座上,所述连接座上开设有滑动通道;
5、压紧组件,所述压紧组件包括滑块、至少一个按压件、弹性件和锁定件,所述滑块可滑动地设于所述滑动通道内,所述弹性件被夹设于所述滑块与所述固定板之间,至少一个所述按压件连接在所述滑块背离所述固定板的一侧,所述按压件上开设有调整长孔,所述滑块开设有与所述调整长孔对应的调整螺纹孔,所述锁定件的一端穿过所述调整长孔与所述调整螺纹孔螺纹连接,另一端与所述按压件抵接。
6、可选地,所述按压件包括压头和与所述压头连接的连接板,所述连接板的两侧均开设有所述调整长孔。
7、可选地,所述压紧组件包括多个所述弹性件,所述压紧组件包括多个所述弹性件,多个所述弹性件均匀分布在所述固定板和所述滑块之间。
8、可选地,所述固定板朝向所述滑块的一侧开设有与多个所述弹性件一一对应的第一放置孔,所述滑块朝向所述固定板的一侧开设有与多个所述第一放置孔一一对应的第二放置孔,所述弹性件的一端伸入所述第一放置孔与所述固定板连接,所述弹性件的另一端伸入所述第二放置孔与所述滑块连接。
9、可选地,所述固定板上开设有进气口,所述连接座上开设有与所述进气口连通的第一进气道,所述滑块上开设有中心气腔和第二进气道,所述第二进气道连通所述中心气腔和所述第一进气道,所述按压件上开设有与所述中心气腔连通的出气口,焊接保护气依次通过所述进气口、所述第一进气道、所述第二进气道和所述中心气腔,最后从所述出气口排出。
10、可选地,所述焊接压紧工装还包括气管接头,所述气管接头连接在所述进气口处。
11、可选地,所述焊接压紧工装还包括第一吸气管,所述连接座上开设有第一吸气孔,所述滑块上还开设有第二吸气孔,所述第二吸气孔连通所述中心气腔和所述第一吸气孔,所述第一吸气管连接于所述第一吸气孔处。
12、可选地,焊接压紧工装还包括第二吸气管和围挡件,所述固定板上开设有与所述中心气腔连通的吸气通道,所述围挡件连接在所述固定板的所述吸气通道处,所述第二吸气管连接在所述围挡件上,并与所述吸气通道连通。
13、可选地,所述连接组件还包括多个l形连接件,多个所述l形连接件均连接在所述固定板背离所述滑块的一侧。
14、另一方面,提供了一种焊接压紧装置,所述焊接压紧装置包括如上任一项所述焊接压紧工装,所述焊接压紧装置还包括升降驱动件,所述焊接压紧工装连接在所述升降驱动件上。
15、本实用新型的有益效果:
16、本实用新型提供了一种焊接压紧工装及焊接压紧装置,通过在按压件上开设调整长孔,在滑块上开设调整螺纹孔,利用锁定件使按压件压紧滑块,使得当需要对压紧位置进行调整时,只需要松开锁定件,使按压件不再挤压滑块,按压件便可以在调整长孔的范围内进行滑动,之后再拧紧锁定件使按压件压紧滑块即可完成调整,保证按压件处于最佳的压紧位置,从而提高焊接的合格率,并且滑块可滑动地设置在连接座的滑动通道内,滑块与固定板之间还设置有弹性件,使得按压件在压紧过程时,通过压缩弹性件,以起到缓冲的作用,从而避免按压时超行程损坏产品,降低产品损耗率。
技术特征:
1.焊接压紧工装,其特征在于,所述焊接压紧工装包括:
2.根据权利要求1所述的焊接压紧工装,其特征在于,所述按压件(22)包括压头(222)和与所述压头(222)连接的连接板(223),所述连接板(223)的两侧均开设有所述调整长孔(221)。
3.根据权利要求1所述的焊接压紧工装,其特征在于,所述压紧组件(2)包括多个所述弹性件(23),多个所述弹性件(23)均匀分布在所述固定板(12)和所述滑块(21)之间。
4.根据权利要求3所述的焊接压紧工装,其特征在于,所述固定板(12)朝向所述滑块(21)的一侧开设有与多个所述弹性件(23)一一对应的第一放置孔(121),所述滑块(21)朝向所述固定板(12)的一侧开设有与多个所述第一放置孔(121)一一对应的第二放置孔(214),所述弹性件(23)的一端伸入所述第一放置孔(121)与所述固定板(12)连接,所述弹性件(23)的另一端伸入所述第二放置孔(214)与所述滑块(21)连接。
5.根据权利要求1所述的焊接压紧工装,其特征在于,所述固定板(12)上开设有进气口(122),所述连接座(11)上开设有与所述进气口(122)连通的第一进气道(112),所述滑块(21)上开设有中心气腔(216)和第二进气道(215),所述第二进气道(215)连通所述中心气腔(216)和所述第一进气道(112),所述按压件(22)上开设有与所述中心气腔(216)连通的出气口(224),焊接保护气依次通过所述进气口(122)、所述第一进气道(112)、所述第二进气道(215)和所述中心气腔(216),最后从所述出气口(224)排出。
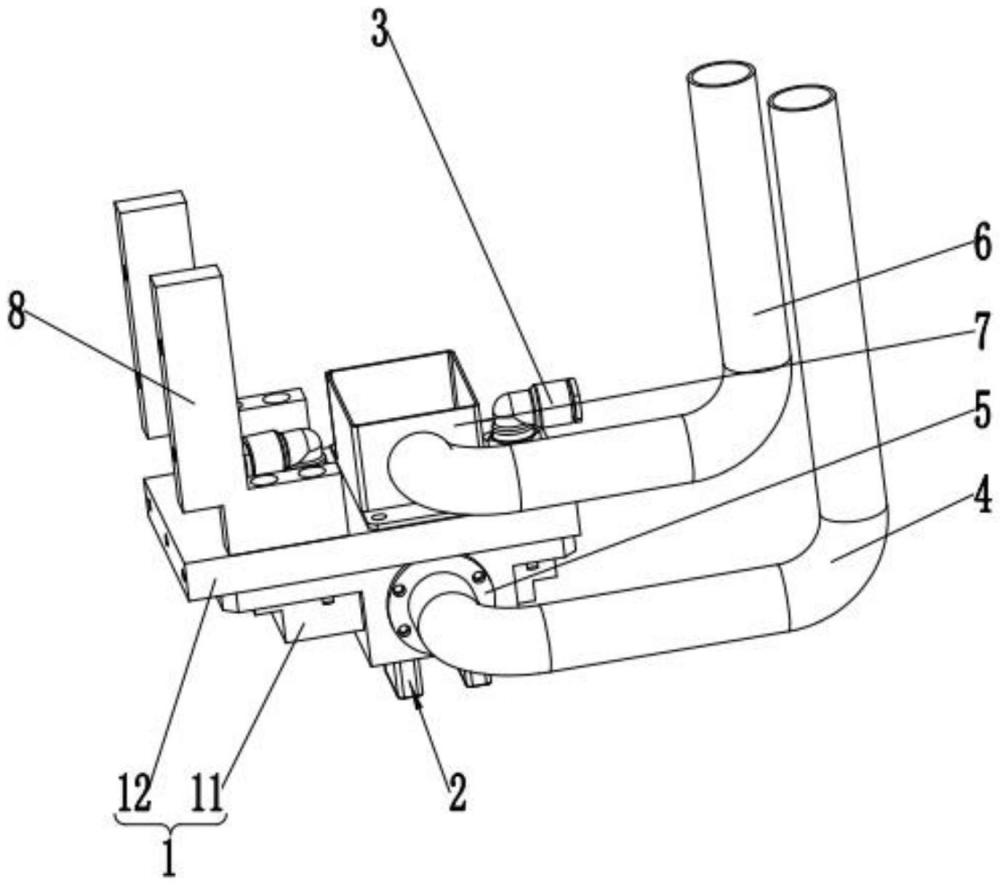
6.根据权利要求5所述的焊接压紧工装,其特征在于,所述焊接压紧工装还包括气管接头(3),所述气管接头(3)连接在所述进气口(122)处。
7.根据权利要求5所述的焊接压紧工装,其特征在于,所述焊接压紧工装还包括第一吸气管(4),所述连接座(11)上开设有第一吸气孔(113),所述滑块(21)上还开设有第二吸气孔(217),所述第二吸气孔(217)连通所述中心气腔(216)和所述第一吸气孔(113),所述第一吸气管(4)连接于所述第一吸气孔(113)处。
8.根据权利要求7所述的焊接压紧工装,其特征在于,焊接压紧工装还包括第二吸气管(6)和围挡件(7),所述固定板(12)上开设有与所述中心气腔(216)连通的吸气通道(123),所述围挡件(7)连接在所述固定板(12)的所述吸气通道(123)处,所述第二吸气管(6)连接在所述围挡件(7)上,并与所述吸气通道(123)连通。
9.根据权利要求1所述的焊接压紧工装,其特征在于,所述连接组件(1)还包括多个l形连接件(8),多个所述l形连接件(8)均连接在所述固定板(12)背离所述滑块(21)的一侧。
10.焊接压紧装置,其特征在于,所述焊接压紧装置包括如权利要求1-9任一项所述焊接压紧工装,所述焊接压紧装置还包括升降驱动件,所述焊接压紧工装连接在所述升降驱动件上。
技术总结
本技术属于焊接工装技术领域,公开了一种焊接压紧工装及焊接压紧装置。该焊接压紧工装包括连接组件和压紧组件,连接组件包括连接座和固定板,连接座上开设有滑动通道,压紧组件包括滑块、至少一个按压件、弹性件和锁定件,滑块可滑动地设于滑动通道内,弹性件被夹设于滑块与固定板之间,按压件连接在滑块上,按压件上开设有调整长孔,滑块开设有调整螺纹孔,锁定件的一端穿过调整长孔与调整螺纹孔螺纹连接。当需要调整压紧位置时,只需松开锁定件,使按压件不再挤压滑块,按压件便可在调整长孔的范围内进行调整,保证按压件处于最佳的压紧位置,从而提高焊接的合格率,并通过压缩弹性件起到缓冲的作用,避免按压时超行程损坏产品。
技术研发人员:张卫杰,杨春乐,黄启亭,甄帅,刘峰
受保护的技术使用者:天津市捷威动力工业有限公司
技术研发日:20231007
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!