一种气动夹持工装的制作方法
本技术涉及机械加工,更具体地说,特别涉及一种气动夹持工装。
背景技术:
1、对于一些异形结构的非标金属件的加工,都是人工送料、手动夹持,然后通过机床对金属件进行加工。这种加工方式不仅效率低,而且存在危险系数高、工人的工作量大、加工精度不高等缺点,无法满足大量生产的需求,企业的生产成本居高不下。
技术实现思路
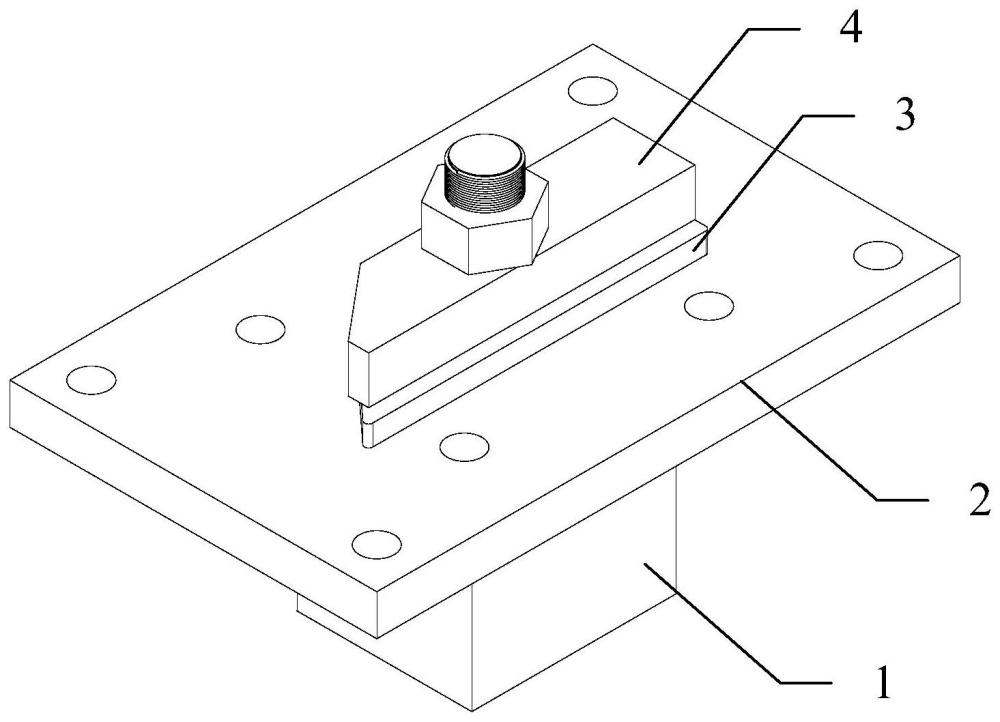
1、本实用新型提供了一种气动夹持工装,以解决上述背景技术中提出的问题。为实现上述目的,本实用新型提供如下技术方案:一种气动夹持工装,包括有气缸、固定板、定位块及压块;所述固定板上设有若干安装孔,所述固定板的底部与所述气缸固定连接,所述气缸的活塞杆从所述固定板的顶部穿出;所述定位块与所述固定板连接,其设有可供所述气缸的活塞杆通过的通孔;所述压块设于所述定位板的上方,并与所述气缸的活塞杆连接。
2、优选地,所述定位块与所述固定板之间为可拆卸连接,所述固定板上设有内凹槽,所述定位块上设有与所述内凹槽配合的凸块,所述固定板与所述定位板对接时,所述凸块插入所述凹槽中。
3、优选地,所述内凹槽的内侧壁上设有波浪纹一,所述凸块的侧壁上设有与所述波浪纹一配合的波浪纹二。
4、优选地,所述内凹槽的截面形状为正方形、长方形或者三角形。
5、优选地,所述固定块的截面形状为梯形、矩形、三角形、正多边形、圆形或椭圆形中的一种。
6、优选地,所述固定板、所述定位板及所述压板的材质均为6063铝合金。
7、优选地,所述气缸为旋转下压气缸,所述压块与所述旋转下压气缸的活塞杆的端部固定连接。
8、优选地,所述压块的底部设有垫块,所述垫块的侧面设有斜坡面。
9、优选地,所述压块与所述气缸的活塞杆之间为可滑动连接,所述气缸的活塞杆上设有压簧,所述压簧的一端与所述气缸的活塞杆的端部固定连接,另一端与所述压块相抵接。
10、优选地,所述压块的底部设有橡胶垫。
11、与现有技术相比,本实用新型的有益效果是:本实用新型设计合理,结构简单,通过固定板与加工机台进行对接,将待加工的工件套进固定板上,然后通过气缸和定位块一同将工件夹紧;本实用新型通过气动夹持,减少人工装夹时间,缩短加工周期,从而降低生产成本。此外,固定板采用可更换的结构,能够适配更多的非标件的加工需求,操作简单,实用性强。
技术特征:
1.一种气动夹持工装,其特征在于,包括有气缸(1)、固定板(2)、定位块(3)及压块(4);所述固定板上设有若干安装孔(21),所述固定板的底部与所述气缸固定连接,所述气缸的活塞杆从所述固定板的顶部穿出;所述定位块与所述固定板连接,其设有可供所述气缸的活塞杆通过的通孔;所述压块设于所述定位块的上方,并与所述气缸的活塞杆连接。
2.根据权利要求1所述的气动夹持工装,其特征在于,所述定位块与所述固定板之间为可拆卸连接,所述固定板上设有内凹槽(22),所述定位块上设有与所述内凹槽配合的凸块(31),所述固定板与所述定位块对接时,所述凸块插入所述凹槽中。
3.根据权利要求2所述的气动夹持工装,其特征在于,所述内凹槽的内侧壁上设有波浪纹一,所述凸块的侧壁上设有与所述波浪纹一配合的波浪纹二。
4.根据权利要求2所述的气动夹持工装,其特征在于,所述内凹槽的截面形状为正方形、长方形或者三角形。
5.根据权利要求1所述的气动夹持工装,其特征在于,所述压块的截面形状为梯形、矩形、三角形、正多边形、圆形或椭圆形中的一种。
6.根据权利要求1所述的气动夹持工装,其特征在于,所述固定板、所述定位块及所述压块的材质均为6063铝合金。
7.根据权利要求1至6中任一项所述的气动夹持工装,其特征在于,所述气缸为旋转下压气缸,所述压块与所述旋转下压气缸的活塞杆的端部固定连接。
8.根据权利要求7所述的气动夹持工装,其特征在于,所述压块的底部设有垫块,所述垫块的侧面设有斜坡面。
9.根据权利要求1所述的气动夹持工装,其特征在于,所述压块与所述气缸的活塞杆之间为可滑动连接,所述气缸的活塞杆上设有压簧,所述压簧的一端与所述气缸的活塞杆的端部固定连接,另一端与所述压块相抵接。
10.根据权利要求9所述的气动夹持工装,其特征在于,所述压块的底部设有橡胶垫。
技术总结
本技术公开了一种气动夹持工装,包括有气缸、固定板、定位块及压块;固定板上设有若干安装孔,固定板的底部与气缸固定连接,气缸的活塞杆从固定板的顶部穿出;定位块与固定板连接,其设有可供气缸的活塞杆通过的通孔;压块设于定位板的上方,并与气缸的活塞杆连接;本技术通过固定板与加工机台进行对接,将待加工的工件套进固定板上,然后通过气缸和定位块一同将工件夹紧;本技术通过气动夹持,减少人工装夹时间,缩短加工周期,从而降低生产成本。此外,固定板采用可更换的结构,能够适配更多的非标件的加工需求,操作简单,实用性强。
技术研发人员:汤虎,杨冬桥,凌继鹏
受保护的技术使用者:佛山弘博科创有限公司
技术研发日:20231007
技术公布日:2024/5/20
- 还没有人留言评论。精彩留言会获得点赞!