一种加宽型W钢带生产设备同步打孔切断装置的制作方法
本技术涉及巷道用w钢带冲压制造设备,具体为一种加宽型w钢带生产设备同步打孔切断装置。
背景技术:
1、巷道用w钢带需要使用钢卷制作,具体过程为将钢卷开卷并校平后,通过压辊机构塑性,获得截面为w形的钢带,之后将上述w钢带经送料机构运输并进行冲压打孔及切断后即可使用,由于现有w钢带存在多种宽度规格,因此需要设置多个规格的生产设备,通用性较差,且由于不同规格w钢带的差异,部分情况下,需要调节上、下冲切断结构的相对位置,现有设备一般通过增加垫片的方式实现,效果较差且距离把控较为困难。
技术实现思路
1、为解决上述w钢带加工设备通用性较差且垫片式调节冲切断位置的方式精度较差的问题,本实用新型提供了一种加宽型w钢带生产设备同步打孔切断装置。
2、本实用新型技术方案如下:
3、一种加宽型w钢带生产设备同步打孔切断装置,设置在压辊机构及送板机构后,且包括置于基准平面的支撑台及高于支撑台的安装平台;
4、所述支撑台的上表面沿w钢带移动方向依次设置托台和活动安装座,所述活动安装座可拆卸设置有下冲切断,且活动安装座相对于托台的间距能够调节;
5、所述安装平台上设置有两组液压驱动机构,且所述液压驱动机构的输出端竖直向下设置,并分别可拆卸设置与托台对应的冲孔器及与下冲切断在竖直平面上错位设置的上冲切断。
6、区别于现有结构,本装置的下冲切断及上冲切断均能够根据需求进行更换,进而适用于不同规格的w钢带使用,通用性较强,且通过移动活动安装座的方式,能够准确调节下冲切断及上冲切断的相对位置。
7、实现上述活动安装座调节位置的方式为,所述支撑台背离送板机构的一端设置于基准座,所述基准座与活动安装座通过能够调节应用长度的杆件连接。通过设置基准座,之后调节活动安装座与基准座的位置,即可调节相对位置。
8、上述结构的调节方式为,所述杆件为螺纹杆,所述活动安装座设置有连接孔,所述螺纹杆贯穿基准座且在基准座两侧设置有螺母。通过将螺纹杆与活动安装座固定,之后即可相对于基准座进行位置调节,并且通过螺母限位后能够对活动安装座进行定位。
9、为了避免因连接孔的原因更换活动安装座,所述活动安装座设置多个连接孔。连接孔一般为螺纹孔,在长时间使用后容易出现滑丝的现象,此时无法达到预设固定效果,一般情况下就需要更换活动安装座,成本较高,而只需要在活动安装座设置多个安装孔,即可改变基准座位置后固定其他安装孔,避免更换活动安装座。
10、为了由w钢带正常通过,与活动安装座固定的下冲切断上表面与托台上表面平齐。避免出现w钢带的下垂现象,且能够避免对w钢带正常运输的阻挡。
11、为了避免w钢带变形,所述下冲切断与托台间水平设置有限位板,所述限位板的高度能够调节。能够避免上冲切断完成切割作业上移过程将w钢带拉动弯折的现象发生。
12、为了避免阻挡w钢带,所述上冲切断及冲孔器的下端均高于限位板设置。
13、作为一种优选方案,所述下冲切断与上冲切断设置相对布置的v型凸棱和v型凹槽,且下冲切断与上冲切断包括多个规格。能够根据需求更换不同规格的下冲切断与上冲切断。
14、上述支撑台与安装平台的固定方式为,所述支撑台与安装平台间设置多个竖直的支撑柱,且安装平台的高度能够调节。能够根据需求对安装平台的高度进行整体调节。
15、为了避免加工位置错位的现象发生,所述液压驱动机构与冲孔器及上冲切断间设置有升降安装座,所述升降安装座由支撑柱贯穿并导向。因此上述冲孔器及上冲切断的移动方向能够被限位为竖直方向,避免倾斜或者错位。
16、本实用新型的有益效果在于:本实用新型为一种加宽型w钢带生产设备同步打孔切断装置,区别于现有结构,本装置的下冲切断、上冲切断和冲孔器均能够根据w钢带的实际规格进行拆卸更换,通用性较强,且用于固定上述下冲切断的活动安装座水平位置能够调节,因此不需要通过增加或减少垫片的方式对下冲切断进行位置调节,而通过螺纹杆调节的方式,精度更高且定位后位置不易变化,最后,通过设置限位板能够避免w钢带切割一端向上弯折倾斜。
技术特征:
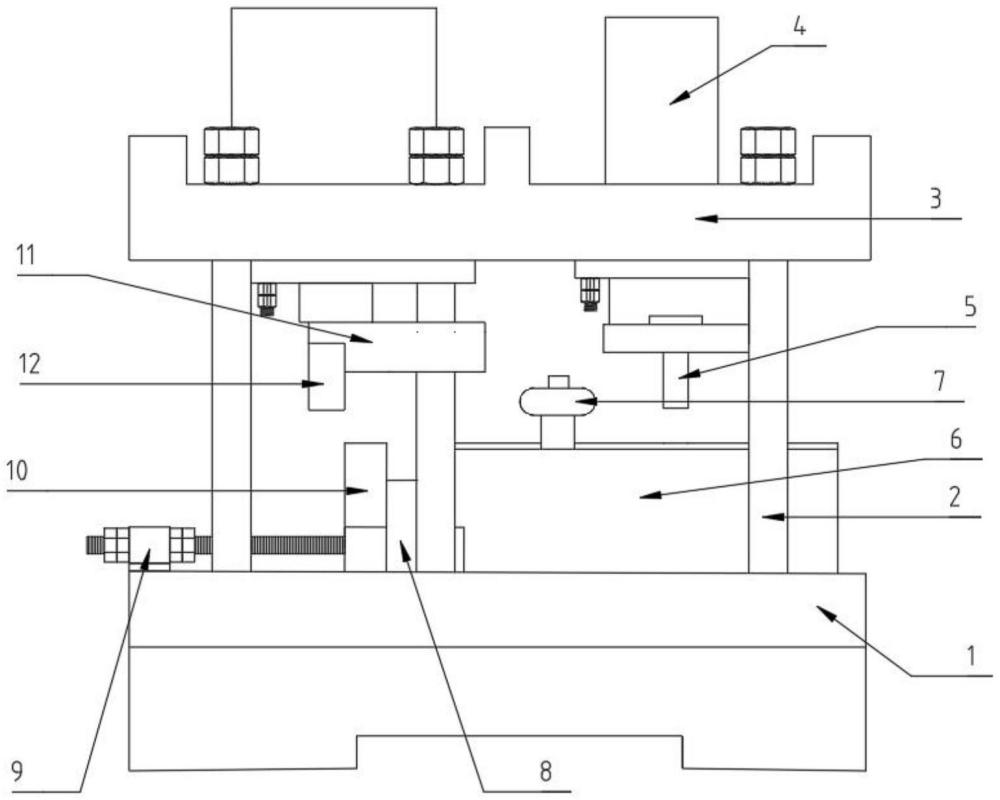
1.一种加宽型w钢带生产设备同步打孔切断装置,其特征在于,设置在压辊机构(15)及送板机构(14)后,且包括置于基准平面的支撑台(1)及高于支撑台(1)的安装平台(3);
2.根据权利要求1所述的一种加宽型w钢带生产设备同步打孔切断装置,其特征在于,所述支撑台(1)背离送板机构(14)的一端设置于基准座(9),所述基准座(9)与活动安装座(8)通过能够调节应用长度的杆件连接。
3.根据权利要求2所述的一种加宽型w钢带生产设备同步打孔切断装置,其特征在于,所述杆件为螺纹杆,所述活动安装座(8)设置有连接孔(81),所述螺纹杆贯穿基准座(9)且在基准座(9)两侧设置有螺母。
4.根据权利要求3所述的一种加宽型w钢带生产设备同步打孔切断装置,其特征在于,所述活动安装座(8)设置多个连接孔(81)。
5.根据权利要求1所述的一种加宽型w钢带生产设备同步打孔切断装置,其特征在于,与活动安装座(8)固定的下冲切断(10)上表面与托台(6)上表面平齐。
6.根据权利要求1所述的一种加宽型w钢带生产设备同步打孔切断装置,其特征在于,所述下冲切断(10)与托台(6)间水平设置有限位板(7),所述限位板(7)的高度能够调节。
7.根据权利要求6所述的一种加宽型w钢带生产设备同步打孔切断装置,其特征在于,所述上冲切断(12)及冲孔器(5)的下端均高于限位板(7)设置。
8.根据权利要求1所述的一种加宽型w钢带生产设备同步打孔切断装置,其特征在于,所述下冲切断(10)与上冲切断(12)设置相对布置的v型凸棱和v型凹槽,且下冲切断(10)与上冲切断(12)包括多个规格。
9.根据权利要求1-8任意一项所述的一种加宽型w钢带生产设备同步打孔切断装置,其特征在于,所述支撑台(1)与安装平台(3)间设置多个竖直的支撑柱(2),且安装平台(3)的高度能够调节。
10.根据权利要求9所述的一种加宽型w钢带生产设备同步打孔切断装置,其特征在于,所述液压驱动机构(4)与冲孔器(5)及上冲切断(12)间设置有升降安装座(11),所述升降安装座(11)由支撑柱(2)贯穿并导向。
技术总结
一种加宽型W钢带生产设备同步打孔切断装置,设置在压辊机构及送板机构后,且包括置于基准平面的支撑台及高于支撑台的安装平台;所述支撑台的上表面沿W钢带移动方向依次设置托台和活动安装座,所述活动安装座可拆卸设置有下冲切断,且活动安装座相对于托台的间距能够调节;所述安装平台上设置有两组液压驱动机构,且所述液压驱动机构的输出端竖直向下设置,并分别可拆卸设置与托台对应的冲孔器及与下冲切断在竖直平面上错位设置的上冲切断。区本装置的下冲切断及上冲切断均能够根据W钢带的实际规格进行型号更换,进而有较强的通用性,且通过移动活动安装座的方式,相比于增减垫片的方式能够准确调节下冲切断及上冲切断的相对位置。
技术研发人员:王阁,李木旺,周胜德
受保护的技术使用者:泰安泰烁岩层控制科技有限公司
技术研发日:20231008
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!