一种智能化端架焊接生产线的制作方法
本技术涉及一种生产线,特别是一种智能化端架焊接生产线。
背景技术:
1、现有的集装箱或房模等端架通常包括两根柱体,两根柱体之间连接有梁体,通过焊接形成端架结构,设置于集装箱或房模的两端。现有集装箱的端架通常是在柱体与梁体之间连接角件,其焊接方式通常在工厂直接人工进行焊接,没有一套完善的焊接流水线。本申请是将端架提前预制好,再安装到集装箱或房模上,而端架的提前预制需要一套完整的生产线进行焊接,目前还没有这样一套专门针对端架的焊接生产线。而本申请需要设计一套占地面积小且自动化程度高的生产线,来满足端架焊接要求。
技术实现思路
1、本实用新型的目的是克服现有技术的上述不足而提供一种占地面积小,焊接效率高的智能化端架焊接生产线。
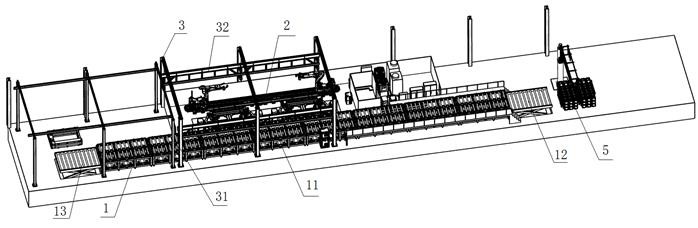
2、本实用新型的技术方案是:一种智能化端架焊接生产线,包括自动输送系统和激光焊接系统;所述自动输送系统包括用于输送端架的双层辊道回流输送线、设于双层辊道回流输送线前侧的前升降平台以及设于双层辊道回流输送线后侧的后升降平台,三者沿长度方向对接设置;所述激光焊接系统设于双层辊道回流输送线的一侧,包括至少一台用于放置待焊接端架的焊接变位机,焊接变位机的一侧设有至少一台焊接机器人,焊接机器人沿机器人轨道移动,对焊接变位机上的端架进行焊接。
3、进一步,所述生产线还包括龙门桁架抓取系统,设于自动输送系统和激光焊接系统的上方。
4、进一步,所述龙门桁架抓取系统包括设于双层辊道回流输送线和激光焊接系统两侧的多个间隔排列的立柱,同侧的立柱之间设有横梁;在两侧的横梁之间连接有桁架小车,桁架小车能够在横梁上行走;桁架小车上设有能够沿桁架小车纵移的真空吸盘吊具,真空吸盘吊具通过皮带提升机构控制其升降。
5、进一步,所述双层辊道回流输送线包括上层辊道输送线和下层辊道输送线,所述上层辊道输送线用于放置待焊接端架,下层辊道输送线用于放置焊接后的端架;每层的辊道输送线上均设有若干个间隔排列的辊筒。
6、进一步,所述上层辊道输送线和下层辊道输送线的机架两侧均设有相对设置的滚轮,滚轮沿辊道输送线的长度方向间隔排布,且滚轮的方向为水平布置,端架放置到辊筒上后,其两侧与滚轮接触。
7、进一步,所述上层辊道输送线在特定位置设有光电传感器,当端架运动到该位置时停止,使龙门桁架抓取系统抓取端架放置到激光焊接系统的相应工位上进行焊接。
8、进一步,所述前升降平台和后升降平台均为剪叉式升降平台。
9、进一步,所述焊接变位机包括翻转台,翻转台上设有定位机构,能够对待焊接端架进行定位紧固;翻转台能够进行360°翻转。
10、进一步,所述激光焊接系统包括两台焊接变位机和两台焊接机器人,两台焊接机器人位于同一机器人轨道上,且两台机器人之间避开干涉区独立工作;焊接机器人的前端设有用于追踪焊缝的拍摄系统。
11、进一步,所述前升降平台的前侧设有点焊工位,用于对形成端架的柱体和梁体进行预点焊。
12、本实用新型的有益效果:一方面通过将双层辊道回流输送线、前升降平台与后升降平台相结合,能够保证整个生产线占地面积小,这样就无需设置长长的产线,只需通过两层辊道进行输送和回流即可,而且自动化程度高;另一方面,通过设置激光焊接系统,能够实现端架的双面焊接,且两台机器人可同时对端架的两侧进行焊接,大大提高焊接效率。另外,通过设置龙门桁架抓取系统,不需要增加地面面积,整个产线排布紧凑,智能化水平高。
技术特征:
1.一种智能化端架焊接生产线,包括自动输送系统和激光焊接系统;其特征在于,所述自动输送系统包括用于输送端架的双层辊道回流输送线、设于双层辊道回流输送线前侧的前升降平台以及设于双层辊道回流输送线后侧的后升降平台,三者沿长度方向对接设置;所述激光焊接系统设于双层辊道回流输送线的一侧,包括至少一台用于放置待焊接端架的焊接变位机,焊接变位机的一侧设有至少一台焊接机器人,焊接机器人沿机器人轨道移动,对焊接变位机上的端架进行焊接。
2.根据权利要求1所述的智能化端架焊接生产线,其特征在于,所述生产线还包括龙门桁架抓取系统,设于自动输送系统和激光焊接系统的上方。
3.根据权利要求2所述的智能化端架焊接生产线,其特征在于,所述龙门桁架抓取系统包括设于双层辊道回流输送线和激光焊接系统两侧的多个间隔排列的立柱,同侧的立柱之间设有横梁;在两侧的横梁之间连接有桁架小车,桁架小车能够在横梁上行走;桁架小车上设有能够沿桁架小车纵移的真空吸盘吊具,真空吸盘吊具通过皮带提升机构控制其升降。
4.根据权利要求2所述的智能化端架焊接生产线,其特征在于,所述双层辊道回流输送线包括上层辊道输送线和下层辊道输送线,所述上层辊道输送线用于放置待焊接端架,下层辊道输送线用于放置焊接后的端架;每层的辊道输送线上均设有若干个间隔排列的辊筒。
5.根据权利要求4所述的智能化端架焊接生产线,其特征在于,所述上层辊道输送线和下层辊道输送线的机架两侧均设有相对设置的滚轮,滚轮沿辊道输送线的长度方向间隔排布,且滚轮的方向为水平布置,端架放置到辊筒上后,其两侧与滚轮接触。
6.根据权利要求4所述的智能化端架焊接生产线,其特征在于,所述上层辊道输送线在特定位置设有光电传感器,当端架运动到该位置时停止,使龙门桁架抓取系统抓取端架放置到激光焊接系统的相应工位上进行焊接。
7.根据权利要求1所述的智能化端架焊接生产线,其特征在于,所述前升降平台和后升降平台均为剪叉式升降平台。
8.根据权利要求1所述的智能化端架焊接生产线,其特征在于,所述焊接变位机包括翻转台,翻转台上设有定位机构,能够对待焊接端架进行定位紧固;翻转台能够进行360°翻转。
9.根据权利要求1所述的智能化端架焊接生产线,其特征在于,所述激光焊接系统包括两台焊接变位机和两台焊接机器人,两台焊接机器人位于同一机器人轨道上,且两台机器人之间避开干涉区独立工作;焊接机器人的前端设有用于追踪焊缝的拍摄系统。
10.根据权利要求1所述的智能化端架焊接生产线,其特征在于,所述前升降平台的前侧设有点焊工位,用于对形成端架的柱体和梁体进行预点焊。
技术总结
一种智能化端架焊接生产线,包括自动输送系统和激光焊接系统;所述自动输送系统包括用于输送端架的双层辊道回流输送线、设于双层辊道回流输送线前侧的前升降平台以及设于双层辊道回流输送线后侧的后升降平台,三者沿长度方向对接设置;所述激光焊接系统设于双层辊道回流输送线的一侧,包括至少一台用于放置待焊接端架的焊接变位机,焊接变位机的一侧设有至少一台焊接机器人,焊接机器人沿机器人轨道移动,对焊接变位机上的端架进行焊接。本技术能够保证整个生产线占地面积小,自动化程度高,大大提高焊接效率。
技术研发人员:张跃
受保护的技术使用者:远大活楼有限公司
技术研发日:20231008
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!