一种双壁管加工定位装置的制作方法
本技术涉及双壁管制备,尤其涉及一种双壁管加工定位装置。
背景技术:
1、公开该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
2、某类型船用柴油机燃气双壁管包括内管和外管,内管外壁上设置有定距块,外管管壁上设置有塞焊孔。在生产制作过程中,其内管与外管之间需通过焊接定距块的形式连接固定。
3、外管塞焊孔加工过程中在无专用夹具及专业加工设备的情况下,手工测量确定塞焊孔位置偏差不能满足最终组焊要求,相邻的多组塞焊孔圆周方向相对分布错位。内管外壁的定距组装、焊接过程中的尺寸误差进一步加剧最终塞焊时定距块与塞焊孔的配合误差。外管塞焊孔沿管壁圆周方向的分布和内管定距块组焊后沿管壁圆周分布位置是否重合将直接影响最终塞焊效率和产品质量。
技术实现思路
1、针对现有技术存在的不足,本实用新型实施例的目的是提供一种双壁管加工定位装置,以解决内管定距块与外管塞焊孔沿管壁圆周方向组焊和加工过程中的定位困难、无法对齐重合的问题。
2、为了实现上述目的,本实用新型实施例提供了如下技术方案:
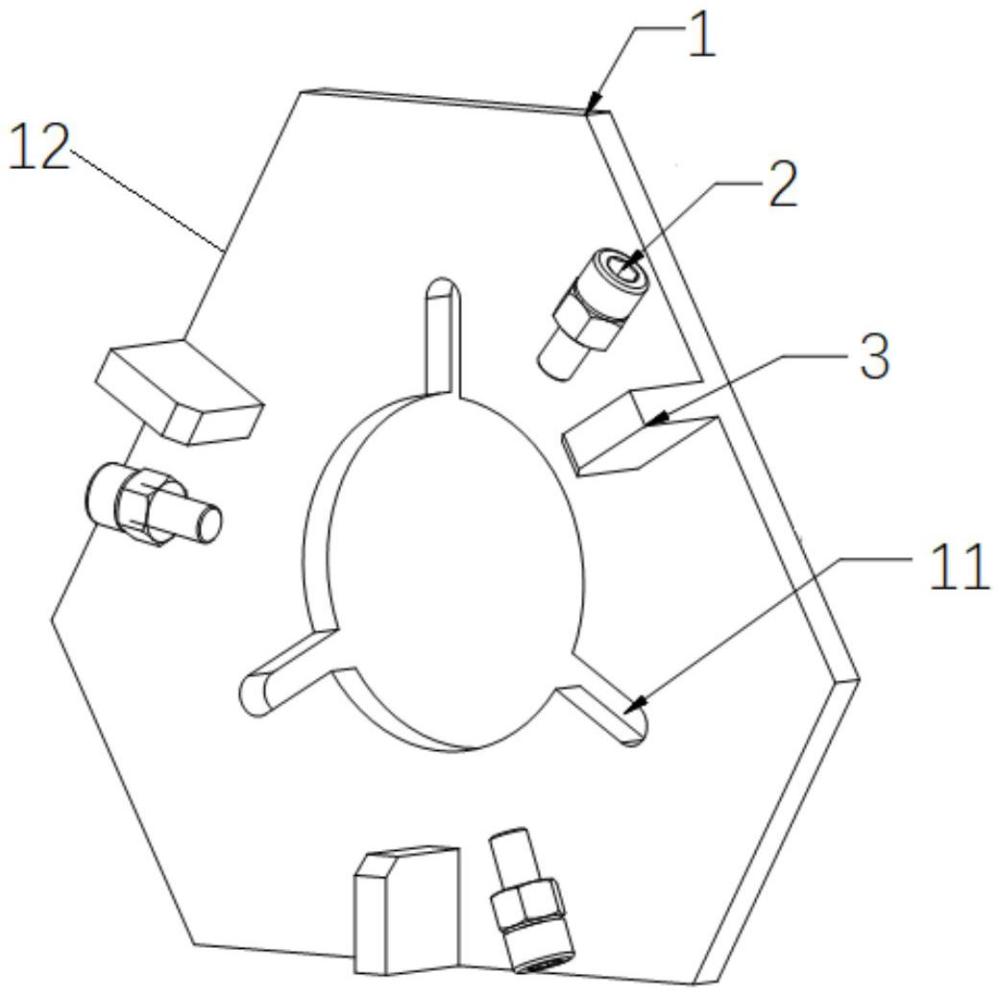
3、一种双壁管加工定位装置,所述双壁管包括内管和外管,所述定位装置包括定位板;所述定位板设置有与所述内管外壁配合的中心孔,沿着所述中心孔的轮廓呈圆周阵列方式设置有多个定位槽;所述定位板外轮廓设置有多个定位边,所述定位边的数量与所述定位槽的数量相等,且所述定位边沿着所述中心孔呈圆周阵列布置,所述定位板的侧面设置有限位块,所述限位块内侧抵在所述外管外壁使外管与所述中心孔同心。
4、可选的,所述限位块与所述定位边的数量相等,且每个限位块分别设置在一个所述定位边上。
5、可选的,所述限位块位于所述定位边的中心,限位块与所述定位槽位于同一直线上,且所述限位块与所述定位槽分别位于所述中心孔圆心的两侧。
6、可选的,所述定位槽沿着所述中心孔的径向布置,定位槽沿长度方向具有内端和外端,定位槽内端与中心孔连通。
7、可选的,所述内管上设置有定距块,所述定位槽的宽度与所述定距块的厚度相匹配,所述定位槽的长度大于所述定距块的宽度。
8、可选的,所述定位板为多边形板,所述定位边具有三个,三个所述定位边被三个直边分隔开,且三个所述定位边的长度相等,三个所述直边的长度相等,且所述定位边的长度大于所述直边的长度。
9、可选的,每两个所述定位边之间的夹角为60度。
10、可选的,所述定位边上还设置有多个用于固定所述外管的锁紧单元,多个所述锁紧单元分别设置在多个限位块的一侧。
11、可选的,所述锁紧单元包括螺母和螺栓,所述螺母固定在所述定位板上,所述螺栓与所述螺母螺纹连接,所述螺栓的内端能够抵在所述外管的外壁上将外管固定。
12、可选的,所述限位块与所述定位板通过焊接连接。
13、本实用新型实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
14、本实用新型的定位装置在使用过程中,中心孔对内管进行定位,限位块对外管进行定位,通过限位块和中心孔的限定保证了内管和外管的定位基准。在此基础上,定位槽对内管定距块的圆周位置进行定位,而定位边能够保证外管塞焊孔的圆周位置,因此,在外管塞焊孔加工和内管定距块组焊过程中使用该定位装置能够保证最终外管塞孔和内管定距块相互对应重合,消除焊接间隙,有效提高燃气双壁管定距块组焊和塞焊孔生产效率和生产精度,最终组焊时定距块与塞焊孔的间隙降低至零,显著提高产品质量一致性。
15、本实用新型附加方面的优点将在下面的描述中给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种双壁管加工定位装置,所述双壁管包括内管和外管,其特征在于,所述定位装置包括定位板;
2.如权利要求1所述的双壁管加工定位装置,其特征在于,所述限位块与所述定位边的数量相等,且每个限位块分别设置在一个所述定位边上。
3.如权利要求2所述的双壁管加工定位装置,其特征在于,所述限位块位于所述定位边的中心,限位块与所述定位槽位于同一直线上,且所述限位块与所述定位槽分别位于所述中心孔圆心的两侧。
4.如权利要求3所述的双壁管加工定位装置,其特征在于,所述定位槽沿着所述中心孔的径向布置,定位槽沿长度方向具有内端和外端,定位槽内端与中心孔连通。
5.如权利要求1所述的双壁管加工定位装置,其特征在于,所述内管上设置有定距块,所述定位槽的宽度与所述定距块的厚度相匹配,所述定位槽的长度大于所述定距块的宽度。
6.如权利要求1所述的双壁管加工定位装置,其特征在于,所述定位板为多边形板,所述定位边具有三个,三个所述定位边被三个直边分隔开,且三个所述定位边的长度相等,三个所述直边的长度相等,且所述定位边的长度大于所述直边的长度。
7.如权利要求6所述的双壁管加工定位装置,其特征在于,每两个所述定位边之间的夹角为60度。
8.如权利要求1所述的双壁管加工定位装置,其特征在于,所述定位边上还设置有多个用于固定所述外管的锁紧单元,多个所述锁紧单元分别设置在多个限位块的一侧。
9.如权利要求8所述的双壁管加工定位装置,其特征在于,所述锁紧单元包括螺母和螺栓,所述螺母固定在所述定位板上,所述螺栓与所述螺母螺纹连接,所述螺栓的内端能够抵在所述外管的外壁上将外管固定。
10.如权利要求1所述的双壁管加工定位装置,其特征在于,所述限位块与所述定位板通过焊接连接。
技术总结
本技术涉及双壁管制备技术领域,尤其涉及一种双壁管加工定位装置。所述定位装置包括定位板;所述定位板设置有与所述内管外壁配合的中心孔,沿着所述中心孔的轮廓呈圆周阵列方式设置有多个定位槽;所述定位板外轮廓设置有多个定位边,所述定位边的数量与所述定位槽的数量相等,且所述定位边沿着所述中心孔呈圆周阵列布置,所述定位板的侧面设置有限位块,所述限位块内侧抵在所述外管外壁使外管与所述中心孔同心。通过本技术解决了内管定距块与外管塞焊孔沿管壁圆周方向组焊和加工过程中的定位困难、无法对齐重合的问题。
技术研发人员:陈浩,李盛宾,薛赞,郭守奎,崔心强,赵厚传,高兰云,张鑫
受保护的技术使用者:中船发动机有限公司
技术研发日:20231009
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!