极片抚平装置以及卷绕设备的制作方法
本技术涉及电池生产,尤其涉及一种极片抚平装置以及卷绕设备。
背景技术:
1、随着电池行业的飞速发展,对电池的质量要求越来越高,这就需要对电池生产的各个工序的生产质量进行提高。在电池生产过程中,卷芯卷绕成型是电池生产中的一个重要工序。
2、目前,卷芯是由极片通过卷绕设备卷绕成型的。而卷芯在卷绕过程中,由于极片上的极耳较薄,会存在部分异常极耳经过卷绕设备中的多个过辊后,导致极耳根部开裂、撕裂,直至极耳脱落极片,造成极耳缺失的问题。这就会造成电芯成型后的极耳缺失现象,进而导致该电池不合格、报废的现象发生。而在进行卷绕前就存在异常极耳的原因过多,如来料极耳翻折、缺失、极耳存在月牙、上翘、下榻等问题,这些是来自前工序无法避免的因素。并且,现有技术中在卷芯卷绕过程中也存在着极耳打皱等现象,会影响电池生产的后续工序,造成电池不良的问题。
3、因此,亟需设计一种极片抚平装置以及卷绕设备,以解决上述技术问题。
技术实现思路
1、本实用新型的一个目的在于提供一种极片抚平装置,能够在极片卷绕过程中对极耳和极片进行抚平和整形,有效地避免极耳在经过辊子时出现翻折甚至断裂现象,提高了生产良品率。
2、为达此目的,本实用新型采用以下技术方案:
3、极片抚平装置,包括:
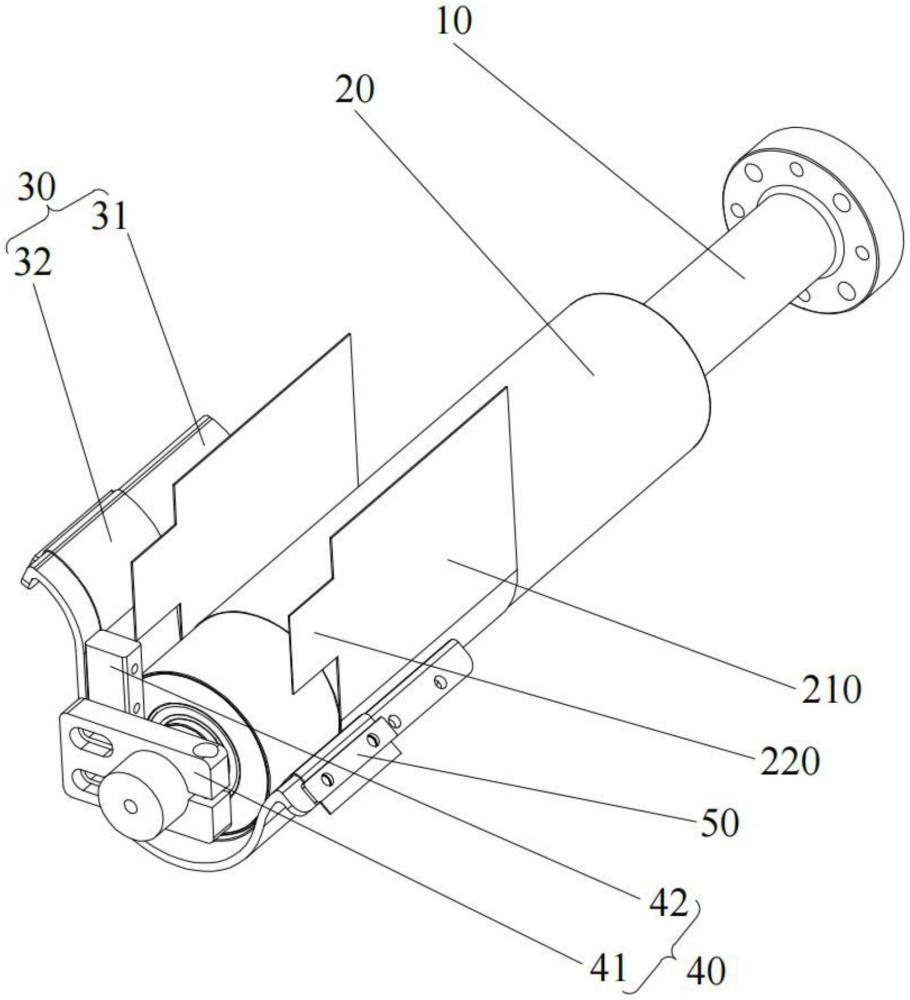
4、安装轴,上述安装轴上套设有过辊;上述过辊设有极片导向部和极耳导向部,上述极片导向部用于对极片主体进行导向,上述极耳导向部用于对极耳进行导向;
5、抚平机构,设置于上述安装轴上,上述抚平机构包括呈弧形的抚平板和抚平件,上述抚平板设置于上述极片导向部的外周且与上述极片导向部间隙配合,上述抚平板用于对上述极片主体进行抚平;上述抚平件设置于上述抚平板和上述极耳导向部之间,上述抚平件用于对上述极耳进行抚平。
6、可选地,上述抚平件和上述极耳导向部之间的最小间隙为a,0.3mm≤a≤0.5mm。
7、可选地,沿上述安装轴的轴线方向,上述抚平件朝向上述极片导向部的一侧的开口大小大于上述抚平件远离上述极片导向部的一侧的开口大小。
8、可选地,上述抚平件朝向上述极片导向部的一侧设有圆滑弧形部。
9、可选地,上述抚平件为绝缘件。
10、可选地,上述抚平件的材质为塑性材料。
11、可选地,上述抚平件的至少一端位置可调地连接于上述抚平板朝向上述极片导向部的一侧,以使上述抚平件与上述极耳导向部之间的间隙可调。
12、可选地,还包括调节机构,上述调节机构连接于上述安装轴和上述抚平板,上述调节机构用于调节上述抚平板和上述过辊之间的位置。
13、可选地,上述调节机构包括:
14、第一调节板,一端连接于上述安装轴;
15、第二调节板,一端沿第一方向位置可调地连接于上述第一调节板的另一端;另一端沿第二方向位置可调地连接于上述抚平板,上述第一方向与上述第二方向呈角度设置。
16、本实用新型的另一个目的在于提供一种卷绕设备,包括多个上述任一方案所述的极片抚平装置,该卷绕设备能够在极片卷绕过程中对极耳和极片进行抚平和整形,提高了卷绕设备的生产良品率。
17、本实用新型的有益效果:
18、本实用新型提供了一种极片抚平装置以及卷绕设备,通过设置抚平板对极片靠近极耳的一侧进行抚平和整形,避免极片靠近极耳的一侧出现褶皱或出现翻折挤压等问题发生,提高了极片的光滑度;通过设置抚平件对极耳进行抚平和整形,使得抚平件不会在进行抚平时造成极耳根部开裂、撕裂、脱落等问题的发生,提高了生产良品率。
技术特征:
1.极片抚平装置,其特征在于,包括:
2.根据权利要求1所述的极片抚平装置,其特征在于,所述抚平件(32)和所述极耳导向部(22)之间的最小间隙为a,0.3mm≤a≤0.5mm。
3.根据权利要求1所述的极片抚平装置,其特征在于,沿所述安装轴(10)的轴线方向,所述抚平件(32)朝向所述极片导向部(21)的一侧的开口大小大于所述抚平件(32)远离所述极片导向部(21)的一侧的开口大小。
4.根据权利要求1所述的极片抚平装置,其特征在于,所述抚平件(32)朝向所述极片导向部(21)的一侧设有圆滑弧形部。
5.根据权利要求1所述的极片抚平装置,其特征在于,所述抚平件(32)为绝缘件。
6.根据权利要求5所述的极片抚平装置,其特征在于,所述抚平件(32)的材质为塑性材料。
7.根据权利要求1所述的极片抚平装置,其特征在于,所述抚平件(32)的至少一端位置可调地连接于所述抚平板(31)朝向所述极片导向部(21)的一侧,以使所述抚平件(32)与所述极耳导向部(22)之间的间隙可调。
8.根据权利要求1-7任一项所述的极片抚平装置,其特征在于,还包括调节机构(40),所述调节机构(40)连接于所述安装轴(10)和所述抚平板(31),所述调节机构(40)用于调节所述抚平板(31)和所述过辊(20)之间的位置。
9.根据权利要求8所述的极片抚平装置,其特征在于,所述调节机构(40)包括:
10.卷绕设备,其特征在于,包括多个如权利要求1-9任一项所述的极片抚平装置。
技术总结
本技术属于电池生产技术领域,公开了一种极片抚平装置以及卷绕设备,该极片抚平装置包括安装轴和抚平机构,安装轴上套设有过辊;过辊设有极片导向部和极耳导向部,极片导向部用于对极片主体进行导向,极耳导向部用于对极耳进行导向;抚平机构设置于安装轴上,抚平机构包括呈弧形的抚平板和抚平件,抚平板设置于极片导向部的外周且与极片导向部间隙配合,抚平板用于对极片主体进行抚平;抚平件设置于抚平板和极耳导向部之间,抚平件用于对极耳进行抚平。该极片抚平装置能够在极片卷绕过程中对极耳和极片进行抚平和整形,有效地避免极耳在经过辊子时出现翻折甚至断裂现象,提高了生产良品率。
技术研发人员:宋彦,张龙龙,黎健鸿,蔡林生,倪伟,吴仕明,曹辉
受保护的技术使用者:瑞浦兰钧能源股份有限公司
技术研发日:20231012
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!