一种加工衬里筒节的装夹调整装置的制作方法
本技术属于压力容器制造工装,涉及化工设备换热器中衬里筒节的加工制作,特别是一种加工衬里筒节的装夹调整装置,保证衬里筒节制作后的圆度和等厚度的调整装置。
背景技术:
1、在现有的压力容器中,诸如尿素装置高压换热器、高压冷凝器和高压洗涤器及带有强腐蚀介质等的管式换热器中,为保证设备维持正常稳定运行和便于腐蚀点泄漏检测,设备管箱和人孔结构均采用松衬式结构。
2、通常在设备管箱筒体和人孔内侧中开有检漏槽,松衬(衬里)筒节与管箱内侧、人孔内侧进行松衬套合留有 0.5mm 缝隙,检漏槽与缝隙间互通形成腔体,检测气体在腔体内产生回路,这样可及时发现腐蚀泄漏点。针对上述要求,对衬里筒节制作的圆度和与管箱筒体和人孔的配合尺寸有着严格要求。
3、目前,一般制作衬里筒节的撑圆胎具是圆盘式结构,这种撑圆胎具只是从一个位置将胎具的外径单向扩张,而不是从多个方向径向扩张,所以圆盘式胎具撑圆效果不是一个圆而是椭圆,导致松衬筒节外径经加工后厚度不均匀。
技术实现思路
1、本实用新型的目的是针对上述问题,为了保证衬里筒节与管箱筒节和人孔凸缘的松衬套合精度,控制衬里筒节圆度及衬里筒节等厚度,而提出的一种加工衬里筒节的装夹调整装置。
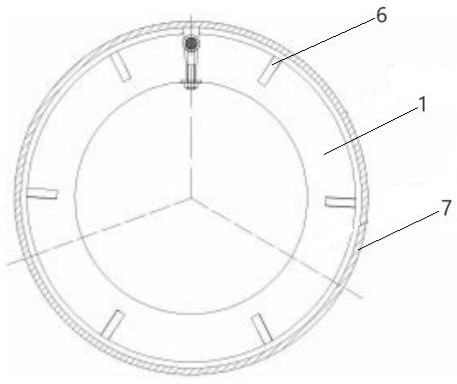
2、本实用新型的主要技术方案:一种加工衬里筒节的装夹调整装置,包括径向撑圆胎具,其特征在于所述径向撑圆胎具包括由若干形状相同的“c”型环瓣组成的环板,相邻“c”型环瓣之间设有可沿径向移动的滑块组件;所述滑块组件包括径向拉紧螺杆和凹槽压块;所述径向拉紧螺杆的一端设有滑块,滑块上设有凹槽,另一端可旋接螺母;所述凹槽压块中部设有可贯穿径向拉紧螺杆的通孔,凹槽压块上设有凹槽;所述凹槽的尺寸与“c”型环瓣的厚度相匹配。
3、进一步地,所述径向撑圆胎具包括由三个形状相同的“c”型环瓣组成的环板。
4、进一步地,所述包括三个滑块组件。
5、进一步地,所述“c”型环瓣的截面为“t”型。
6、进一步地,所述“c”型环瓣上设有加强筋。
7、进一步地,所述径向拉紧螺杆一端的滑块为圆弧形,沿圆弧形边缘设有凹槽。
8、进一步地,所述相邻“c”型环瓣上设有与圆弧形滑块相对应的缺口。
9、进一步地,所述凹槽压块的凹槽具有与环板内弧相匹配的弧度。
10、本实用新型的装夹调整装置,提高了内衬筒体圆度和等厚度的加工精度,可满足图纸的配合尺寸和实际生产中的装配精度,同时增加了内衬筒节的机加工刚性,可完全替代传统型圆盘式撑圆胎,操作方便,更具科学性,还可应用于高压设备整体包扎工艺中。
技术特征:
1.一种加工衬里筒节的装夹调整装置,包括径向撑圆胎具,其特征在于所述径向撑圆胎具包括由若干形状相同的“c”型环瓣组成的环板,相邻“c”型环瓣之间设有可沿径向移动的滑块组件;所述滑块组件包括径向拉紧螺杆和凹槽压块;所述径向拉紧螺杆的一端设有滑块,滑块上设有凹槽,另一端可旋接螺母;所述凹槽压块中部设有可贯穿径向拉紧螺杆的通孔,凹槽压块上设有凹槽;所述凹槽的尺寸与“c”型环瓣的厚度相匹配。
2.根据权利要求1所述的装夹调整装置,其特征在于所述径向撑圆胎具包括由三个形状相同的“c”型环瓣组成的环板。
3.根据权利要求1或2所述的装夹调整装置,其特征在于包括三个滑块组件。
4.根据权利要求1或2所述的装夹调整装置,其特征在于所述“c”型环瓣的截面为“t”型。
5.根据权利要求4所述的装夹调整装置,其特征在于所述“c”型环瓣上设有加强筋。
6.根据权利要求1所述的装夹调整装置,其特征在于所述径向拉紧螺杆一端的滑块为圆弧形,沿圆弧形边缘设有凹槽。
7.根据权利要求1或6所述的装夹调整装置,其特征在于相邻“c”型环瓣上设有与圆弧形滑块相对应的缺口。
8.根据权利要求1所述的装夹调整装置,其特征在于所述凹槽压块的凹槽具有与环板内弧相匹配的弧度。
技术总结
本技术属于压力容器制造工装技术领域,涉及一种加工衬里筒节的装夹调整装置,包括径向撑圆胎具,其特征在于所述径向撑圆胎具包括由若干形状相同的“C”型环瓣组成的环板,相邻“C”型环瓣之间设有可沿径向移动的滑块组件;滑块组件包括径向拉紧螺杆和凹槽压块;径向拉紧螺杆的一端设有滑块,滑块上设有凹槽,另一端可旋接螺母;凹槽压块中部设有可贯穿径向拉紧螺杆的通孔,凹槽压块上设有凹槽;凹槽的尺寸与“C”型环瓣的厚度相匹配。本技术提高了内衬筒体圆度和等厚度的加工精度,可满足图纸的配合尺寸和实际生产中的装配精度,同时增加了内衬筒节的机加工刚性,可完全替代传统型圆盘式撑圆胎,操作方便,更具科学性,还可应用于高压设备整体包扎工艺中。
技术研发人员:梁华,韩冰,谢晨晨,左元惠,李艳,田蓉蓉,赵书臣
受保护的技术使用者:中国石油化工股份有限公司
技术研发日:20231016
技术公布日:2024/6/18
- 还没有人留言评论。精彩留言会获得点赞!