点焊装置用点焊头及手持式点焊装置的制作方法
本技术涉及电子电路焊接,尤其涉及点焊装置用点焊头及手持式点焊装置。
背景技术:
1、电子元件及线材主要采用锡焊的方式进行连接,随着电路板元器件的尺寸越来越小、密度越来越大,要求焊头的体积足够小,能够伸入元器件之间的缝隙中;焊头也不能无限小(例如针头状),否则无法快速利用高温熔化焊料。
2、现有一种微点焊装置的焊头底端基本呈三角形,上端设置有两个极柱,两个极柱分别连接至电源,电源向焊头输送脉冲电流,从而在焊头底端形成足以熔化焊料的高温,焊接效率高;电源停止向焊头输送电流后,焊头将逐渐降温,此时无需抬起焊头,在焊头辅助按压待焊接件的时候也不影响焊料冷却凝结,能确保待焊接件不会发生移动,焊接更稳定。
3、该微点焊装置的缺陷包括:焊头底端无法很好地固定待焊接件,尤其是待焊接件为柱状体(例如线材)时,反而容易因为焊头底端的按压而被推动得离开原位,影响焊接质量。
技术实现思路
1、本实用新型的目的在于提出点焊装置用点焊头及手持式点焊装置,解决了无法稳定按压待焊接件的问题,使用更方便。
2、为达此目的,一方面,本实用新型采用以下技术方案:
3、点焊装置用点焊头,包括焊头主体和两根极柱,两根所述极柱间隔设置且分别连接至所述焊头主体,所述焊头主体的底部分别设置有第一焊接面和第二焊接面,在所述第一焊接面和所述第二焊接面两者中的一者上开设有固定槽,所述固定槽用于固定待焊接件。
4、其中一个优选实施例中,所述固定槽呈弧形,所述固定槽的直径r在0.1mm至0.3mm之间;和/或,所述固定槽的槽口宽度lq在0.2mm±0.05mm。
5、其中一个优选实施例中,所述第一焊接面和所述第二焊接面两者中的至少一者与所述点焊头的中线之间的夹角α∈[20°,80°]。
6、其中一个优选实施例中,所述第一焊接面和所述第二焊接面等宽,沿从所述极柱向所述焊头主体的方向,所述焊头主体的宽度lk逐渐减小。
7、其中一个优选实施例中,所述第一焊接面和所述第二焊接面的宽度为所述焊头主体的最小宽度lz,lz为0.5mm±0.1mm。
8、其中一个优选实施例中,所述第一焊接面和所述第二焊接面的长度lc为0.7mm±0.15mm。
9、其中一个优选实施例中,所述第一焊接面和所述第二焊接面两者中的另一者与相邻侧面之间形成切割边,所述切割边能用于裁切线材。
10、其中一个优选实施例中,所述第一焊接面和所述第二焊接面两者中的另一者与相邻侧面之间成90°夹角。
11、其中一个优选实施例中,所述点焊头中部形成狭缝,所述狭缝位于两根所述极柱之间且延伸进入所述焊头主体中,所述狭缝端头与所述第一焊接面之间的距离la在0.1mm至0.5mm之间。
12、另一方面,本实用新型采用以下技术方案:
13、手持式点焊装置,包括电源和控制电路板,还包括上述的点焊装置用点焊头,两根极柱分别连接至所述电源和所述控制电路板,所述电源能通过所述极柱向焊头主体输送脉冲电流。
14、本实用新型公开的点焊装置用点焊头的焊接面开设有固定槽,固定槽能固定待焊接件,在焊料冷凝之前待焊接件不会发生移动,提高焊接的成功率。解决了现有技术中需要一只手控制待焊接线材、另一只手抓握焊接装置导致操作困难的问题,通过设置固定槽,一只手就能轻松完成点焊线材的流程,使用体验好,焊接效率高。
15、本实用新型公开的手持式点焊装置包括上述的点焊装置用点焊头,无需手扶,整个焊接过程中待焊接件都不会发生移动,避免待焊接件离开焊接位置,焊接成功率高。
技术特征:
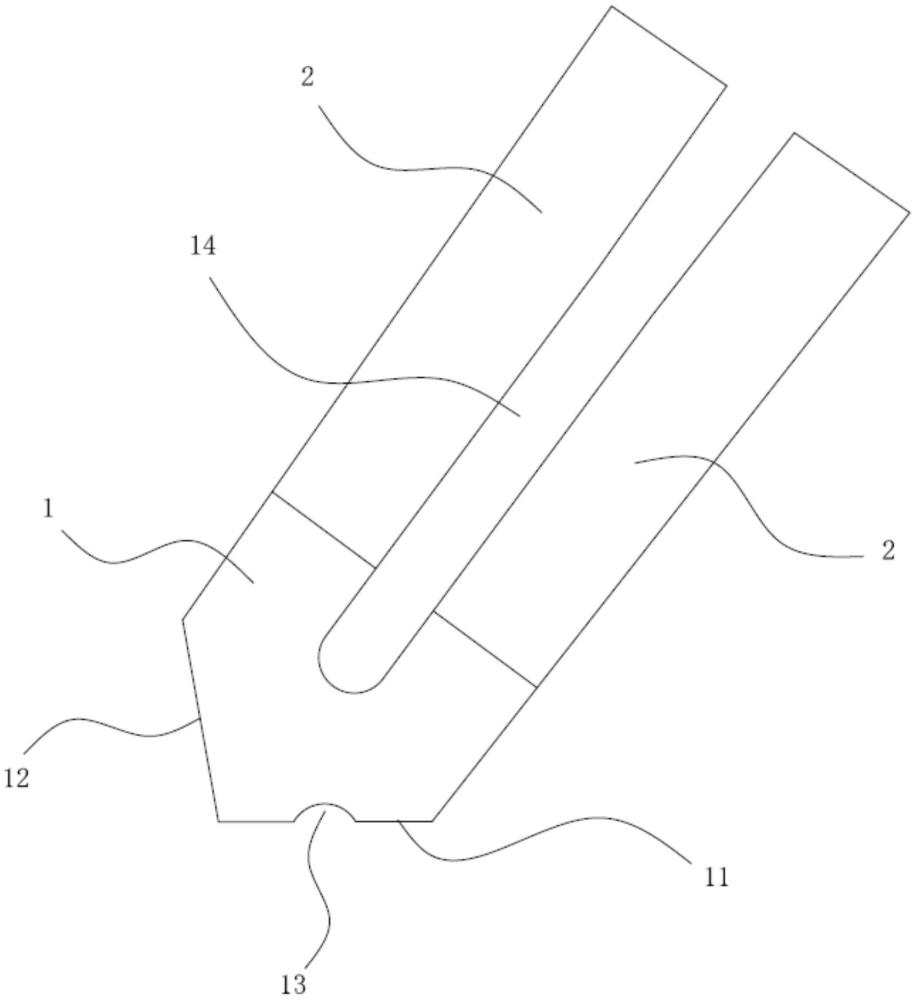
1.点焊装置用点焊头,包括焊头主体(1)和两根极柱(2),两根所述极柱(2)间隔设置且分别连接至所述焊头主体(1),所述焊头主体(1)的底部分别设置有第一焊接面(11)和第二焊接面(12),其特征在于,在所述第一焊接面(11)和所述第二焊接面(12)两者中的一者上开设有固定槽(13),所述固定槽(13)用于固定待焊接件。
2.根据权利要求1所述的点焊装置用点焊头,其特征在于,所述固定槽(13)呈弧形,所述固定槽(13)的直径r在0.1mm至0.3mm之间;和/或,
3.根据权利要求1所述的点焊装置用点焊头,其特征在于,所述第一焊接面(11)和所述第二焊接面(12)两者中的至少一者与所述点焊头的中线之间的夹角α∈[20°,80°]。
4.根据权利要求1至3中任一项所述的点焊装置用点焊头,其特征在于,所述第一焊接面(11)和所述第二焊接面(12)等宽,沿从所述极柱(2)向所述焊头主体(1)的方向,所述焊头主体(1)的宽度lk逐渐减小。
5.根据权利要求4所述的点焊装置用点焊头,其特征在于,所述第一焊接面(11)和所述第二焊接面(12)的宽度为所述焊头主体(1)的最小宽度lz,lz为0.5mm±0.1mm。
6.根据权利要求1至3中任一项所述的点焊装置用点焊头,其特征在于,所述第一焊接面(11)和所述第二焊接面(12)的长度lc为0.7mm±0.15mm。
7.根据权利要求1至3中任一项所述的点焊装置用点焊头,其特征在于,所述第一焊接面(11)和所述第二焊接面(12)两者中的另一者与相邻侧面之间形成切割边(15),所述切割边(15)能用于裁切线材。
8.根据权利要求7所述的点焊装置用点焊头,其特征在于,所述第一焊接面(11)和所述第二焊接面(12)两者中的另一者与相邻侧面之间成90°夹角。
9.根据权利要求1至3中任一项所述的点焊装置用点焊头,其特征在于,所述点焊头中部形成狭缝(14),所述狭缝(14)位于两根所述极柱(2)之间且延伸进入所述焊头主体(1)中,所述狭缝(14)端头与所述第一焊接面(11)之间的距离la在0.1mm至0.5mm之间。
10.手持式点焊装置,包括电源和控制电路板,其特征在于,还包括如权利要求1至9中任一项所述的点焊装置用点焊头,两根极柱(2)分别连接至所述电源和所述控制电路板,所述电源能通过所述极柱(2)向焊头主体(1)输送脉冲电流。
技术总结
本技术公开了点焊装置用点焊头及手持式点焊装置,属于电子电路焊接技术领域,为解决无法稳定按压待焊接件等问题而设计。本技术公开的点焊装置用点焊头包括焊头主体和两根极柱,两根极柱间隔设置且分别连接至焊头主体,焊头主体的底部分别设置有第一焊接面和第二焊接面,在第一焊接面和第二焊接面两者中的一者上开设有固定槽,固定槽用于固定待焊接件。本技术公开的点焊装置用点焊头及手持式点焊装置的焊接面开设有固定槽,固定槽能固定待焊接件,在焊料冷凝之前待焊接件不会发生移动,提高焊接的成功率。通过设置固定槽,一只手就能轻松完成点焊线材的流程,使用体验好,焊接效率高。
技术研发人员:刘茂源,彭文
受保护的技术使用者:青岛科思诺创新技术有限公司
技术研发日:20231016
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!