一种防叠打连续冲压模具的制作方法
本技术涉及冲压模具,尤其涉及一种防叠打连续冲压模具。
背景技术:
1、现代工业生产中,连续冲压模具作为一种高效且广泛使用的加工工具,在五金件生产中发挥着关键作用。然而,随着工业化的不断发展,传统的连续冲压模具在满足高产量需求的同时,也面临一些挑战。其中,五金件的堆叠或叠打现象是一个普遍存在的问题,常常在连续冲压过程中引发不良后果。
2、叠打现象的发生可能会导致多方面的问题。首先,如果五金件在冲压过程中叠打,会导致冲压动作的不正常,从而影响冲压质量,可能导致产品的不合格和浪费。其次,叠打可能会引发冲压模具的损坏,增加了维护成本和生产停机时间。此外,五金件本身也可能在叠打过程中发生变形、划伤等问题,进一步影响产品的质量和外观。因此,需要一种能够有效防止叠打现象的连续冲压模具。
技术实现思路
1、本实用新型目的在于提供一种防叠打连续冲压模具,解决了目前的冲压模具容易出现叠打的情况的问题。
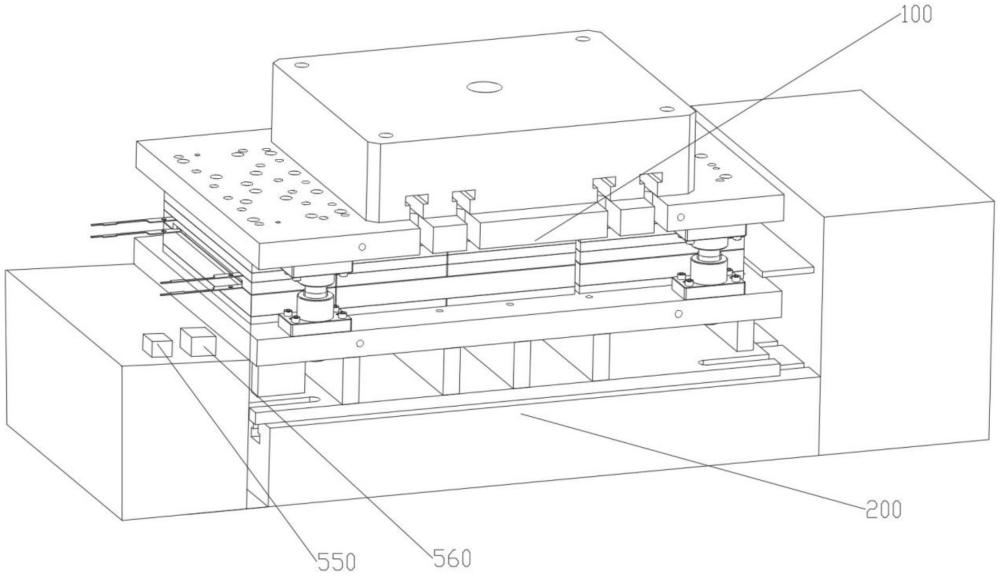
2、本实用新型提供一种防叠打连续冲压模具,包括上模和下模,所述上模和所述下模中设置有用以对五金件进行级进冲压加工的若干个相互独立配合的子模块,所述子模块包含一冲压模块,所述冲压模块包含一冲压上模组件、一冲压下模组件、一落料组件、一冲压气缸、检测组件、一报警装置以及一plc控制器;所述冲压上模组件包含自上而下设置的一上模座、一上垫板、一冲压垫板和一冲压凸模,所述冲压下模组件包含一落料凹模、一凹模板、一凹模垫板和一下模座,所述落料组件设置在所述冲压下模组件上,其包含与所述落料凹模底部连接的一落料通道,所述冲压气缸的两端分别连接所述冲压上模组件以及所述冲压下模组件,进而使得所述冲压凸模与所述落料凹模配合实现所述五金件的冲压,所述检测组件设置于所述落料凹模处,其电性连接所述plc控制器,且所述plc控制器与所述冲压气缸、所述报警装置信号连接。
3、优选的,所述检测组件包含一传感器、一信号处理电路以及一连接接口,所述传感器设置于所述落料凹模的侧边,所述信号处理电路与传感器相连,所述连接接口与所述信号处理电路连接,并与所述plc控制器连接。传感器设置在落料凹模的侧边,使得废料是否掉落的状态能够被准确地感知。通过信号处理电路能够实时接收和处理传感器所获取的数据,提供准确的冲压过程分析结果。连接接口和plc控制器连接,实现了数据传输和信息交互,为冲压过程的控制和监测提供了便利,进而实现了实时监控和控制。
4、优选的,所述传感器为光电传感器。光电传感器具有高灵敏度和快速响应的特点,能够准确检测到是否存在废料为下去。同时其无需接触五金件,避免了对五金件造成额外的干扰或损坏。且具备具有较长的使用寿命和稳定性能,适用于长时间、高频率的连续冲压加工过程。
5、优选的,所述报警装置为声光报警器。其能够通过声音和光源发出强烈的警示信号,吸引操作人员的注意并提醒存在异常情况。需要说明的是,当检测组件检测到落料凹模内仍存在废料时,检测组件将立即反馈信号给plc控制器。进而plc控制器发送信号给报警装置,进而发出警示,工作人员可快速处理。
6、优选的,所述冲压上模组件和冲压下模组件之间的连接采用快速换模结构。使得模具的更换更加便捷和高效,减少了换模时间和生产停机时间。模具的快速换模能够适应不同的五金件加工需求,提高了生产的灵活性和多样性,也能够保持模具的精度和冲压质量。
7、优选的,所述落料凹模与所述冲压凸模均采用螺纹连接。方便了落料凹模与所述冲压凸模的更换,使得可以适配不同的五金件生产。
8、优选的,所述冲压垫板上设置有一压力传感器,所述压力传感器电连接所述plc控制器。能够实时监测冲压过程中的压力变化,通过与plc控制器的连接,提供更加精准的冲压控制和调整。
9、优选的,还包括一用户界面,所述plc控制器与所述用户界面连接。使操作人员可以方便地监控和调整冲压过程,增加了模具操作的便捷性和灵活性。
10、与现有技术相比,本实用新型具有如下有益效果:本实用新型提供一种防叠打连续冲压模具,包括上模和下模,所述上模和所述下模中设置有用以对五金件进行级进冲压加工的若干个相互独立配合的子模块,模具内的子模块相互协调配合,实现了不断的五金件的不断生产。所述子模块包含一冲压模块,所述冲压模块包含一冲压上模组件、一冲压下模组件、一落料组件、一冲压气缸、检测组件、一报警装置以及一plc控制器;通过再在所述冲压模块上设置检测组件,当检测组件检测到落料凹模内仍存在废料时,检测组件将立即反馈信号给plc控制器。在此基础上,plc控制器控制冲压气缸停止工作,从而避免了叠打问题的发生,确保了冲压过程的平稳进行,提高了生产效率和产品质量。使得其不仅能够有效预防叠打问题的出现,还能够降低模具和五金件的损坏风险,减少废料产生,以及节省维护时间。因此,这种防叠打连续冲压模具在工业生产中具有明显的优越性,有助于提高生产效率、降低生产成本,以及提升产品质量和模具寿命。
技术特征:
1.一种防叠打连续冲压模具,其特征在于:包括上模和下模,所述上模和所述下模中设置有用以对五金件进行级进冲压加工的若干个相互独立配合的子模块,所述子模块包含一冲压模块,所述冲压模块包含一冲压上模组件、一冲压下模组件、一落料组件、一冲压气缸、检测组件、一报警装置以及一plc控制器;所述冲压上模组件包含自上而下设置的一上模座、一上垫板、一冲压垫板和一冲压凸模,所述冲压下模组件包含一落料凹模、一凹模板、一凹模垫板和一下模座,所述落料组件设置在所述冲压下模组件上,其包含与所述落料凹模底部连接的一落料通道,所述冲压气缸的两端分别连接所述冲压上模组件以及所述冲压下模组件,进而使得所述冲压凸模与所述落料凹模配合实现所述五金件的冲压,所述检测组件设置于所述落料凹模处,其电性连接所述plc控制器,且所述plc控制器与所述冲压气缸、所述报警装置信号连接。
2.如权利要求1所述的防叠打连续冲压模具,其特征在于,所述检测组件包含一传感器、一信号处理电路以及一连接接口,所述传感器设置于所述落料凹模的侧边,所述信号处理电路与传感器相连,所述连接接口与所述信号处理电路连接,并与所述plc控制器连接。
3.如权利要求2所述的防叠打连续冲压模具,其特征在于,所述传感器为光电传感器。
4.如权利要求1所述的防叠打连续冲压模具,其特征在于,所述报警装置为声光报警器。
5.如权利要求1所述的防叠打连续冲压模具,其特征在于,所述冲压上模组件和冲压下模组件之间的连接采用快速换模结构。
6.如权利要求1所述的防叠打连续冲压模具,其特征在于,所述落料凹模与所述冲压凸模均采用螺纹连接。
7.如权利要求1所述的防叠打连续冲压模具,其特征在于,所述冲压垫板上设置有一压力传感器,所述压力传感器电连接所述plc控制器。
8.如权利要求1所述的防叠打连续冲压模具,其特征在于,还包括一用户界面,所述plc控制器与所述用户界面连接。
技术总结
本技术提供一种防叠打连续冲压模具,包括上模和下模,所述上模和所述下模中设置有用以对五金件进行级进冲压加工的若干个相互独立配合的子模块,模具内的子模块相互协调配合,实现了不断的五金件的不断生产。所述子模块包含一冲压模块,所述冲压模块包含检测组件,通过再在所述冲压模块上设置检测组件,当检测组件检测到落料凹模内仍存在废料时,检测组件将立即反馈信号给PLC控制器。在此基础上,PLC控制器控制冲压气缸停止工作,从而避免了叠打问题的发生,确保了冲压过程的平稳进行,提高了生产效率和产品质量。使得其不仅能够有效预防叠打问题的出现,还能够降低模具和五金件的损坏风险,减少废料产生,以及节省维护时间。
技术研发人员:刘代乾,丁火生
受保护的技术使用者:广州市柏森塑料制品有限公司
技术研发日:20231016
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!