一种冷镦机成型模具的制作方法
本技术属于模具,尤其涉及一种冷镦机成型模具。
背景技术:
1、空调分配器一般是通过冷镦机对毛配料进行冲压后成型的,其毛胚成型过程中需要使用专门的产品模具进行生产,而现有的产品模具在使用时,一般在冷镦机作用下只能对单独产品单独多次冲压完成后方可制备下一个产品,因此导致生产效率低下,由此我们特别生产了一种冷镦机成型模具。
技术实现思路
1、本实用新型的目的是针对上述存在的技术问题,提供一种冷镦机成型模具,达到了多个冲压组合并列设置,提升工作效率的效果。
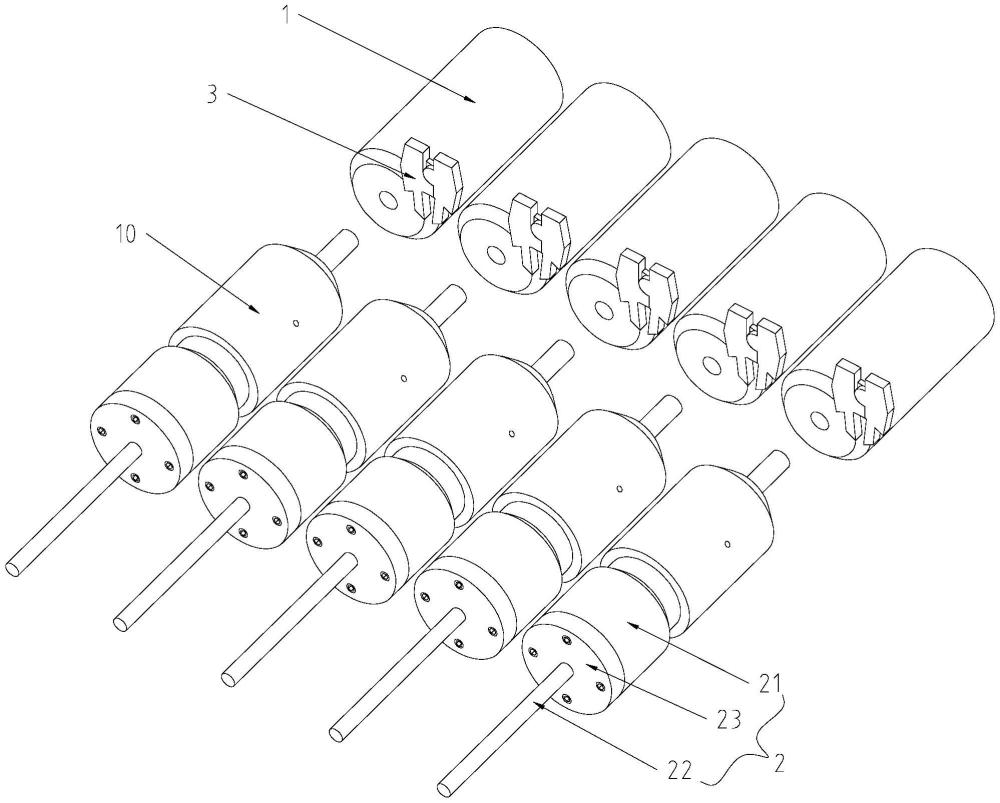
2、有鉴于此,本实用新型提供一种冷镦机成型模具,包括:
3、定模;
4、动模,动模一端连接有外部驱动装置;
5、送料夹头,送料夹头连接有外部驱动部件;
6、其中,动模与定模之间对应设置后成型冲压组合,冲压组合并列设置有多个,送料夹头设置在多个冲压组合之间。
7、在上述技术方案中,进一步的,动模包括:
8、主体,主体呈阶梯轴状,且主体内设置有安装孔;
9、冲头结构,冲头结构包括杆件和冲头本体,冲头本体连接在杆件前端,杆件设置在安装孔,冲头本体由安装孔前端探出;
10、安装座,安装座连接在主体末端并封闭安装孔,安装座对应安装框设置有滑孔,杆件末端限位连接滑孔;
11、其中,安装前端和末端上设置有金属滑套,冲头本体以及杆体滑动配合金属滑套。
12、在上述技术方案中,进一步的,杆件还包括:
13、连接端,连接端成型在杆体前端,连接端上设置有法兰结构,冲头本体连接在法兰结构上。
14、在上述技术方案中,进一步的,还包括:
15、弹性件,弹性件是冲压弹簧,弹性件套设在杆体末端,且杆体中段成型有限位凸起,弹性件在安装座连接主体末端后,被卡在限位凸起和安装座之间。
16、在上述技术方案中,进一步的,还包括:
17、罩头,罩头设置在主体前端,并对应安装孔设置有开口,金属滑套由开口连接到安装孔内。
18、在上述技术方案中,进一步的,还包裹:
19、润滑槽,润滑槽设置在罩壳一侧,并向内贯穿主体延伸到安装孔内。
20、在上述技术方案中,进一步的,还包括:
21、堵头,堵头设置在润滑槽的外侧开口处并延伸到润滑槽贯穿到主体内的一侧。
22、本实用新型的有益效果为:在使用时,多个冲压组合之间的送料夹头在外部夹具的作用下,工件原料依次从处于前侧的冲压组合上夹持到处于后侧的冲压组合上,进而实现工件多次冲压一次成型的目的,从而提升了生产效率。
技术特征:
1.一种冷镦机成型模具,其特征是,包括:
2.根据权利要求1所述的一种冷镦机成型模具,其特征是,动模(2)包括:
3.根据权利要求2所述的一种冷镦机成型模具,其特征是,杆件(221)还包括:
4.根据权利要求3所述的一种冷镦机成型模具,其特征是,还包括:
5.根据权利要求4所述的一种冷镦机成型模具,其特征是,还包括:
6.根据权利要求5所述的一种冷镦机成型模具,其特征是,还包括:
7.根据权利要求6所述的一种冷镦机成型模具,其特征是,还包括:
技术总结
本技术属于模具技术领域,尤其涉及一种冷镦机成型模具,包括:定模;动模,动模一端连接有外部驱动装置;送料夹头,送料夹头连接有外部驱动部件;其中,动模与定模之间对应设置后成型冲压组合,冲压组合并列设置有多个,送料夹头设置在多个冲压组合之间。
技术研发人员:王万根
受保护的技术使用者:台州市永麒通用元件股份有限公司
技术研发日:20231019
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!