一种精密焊管在线推拔装置的制作方法
本技术涉及精密焊管生产,特别涉及精密焊管在线推拔装置。
背景技术:
1、高频焊管机是通过连续纵向排列布置的一系列轧辊模具把平带钢逐渐轧制卷弯成圆筒状并在线连续焊接起来,紧跟着用机组平立设置的轧辊整形为符合要求的钢管,钢管的精度与设备、轧辊模具、调机人员的技术水平及经验等一系列因素有关。使用这种传统的轧辊滚压成型方式生产出来的钢管外径精度最高一般只有±0.05mm,想要更高精度的钢管产品,一般需要把焊管机生产出来的钢管进行拉拔再加工,需要再经过退火、表面处理、拉拔加工、矫直加工等一系列工序,成本较高。
技术实现思路
1、本实用新型的一个目的在于,解决或者缓解上述技术问题。
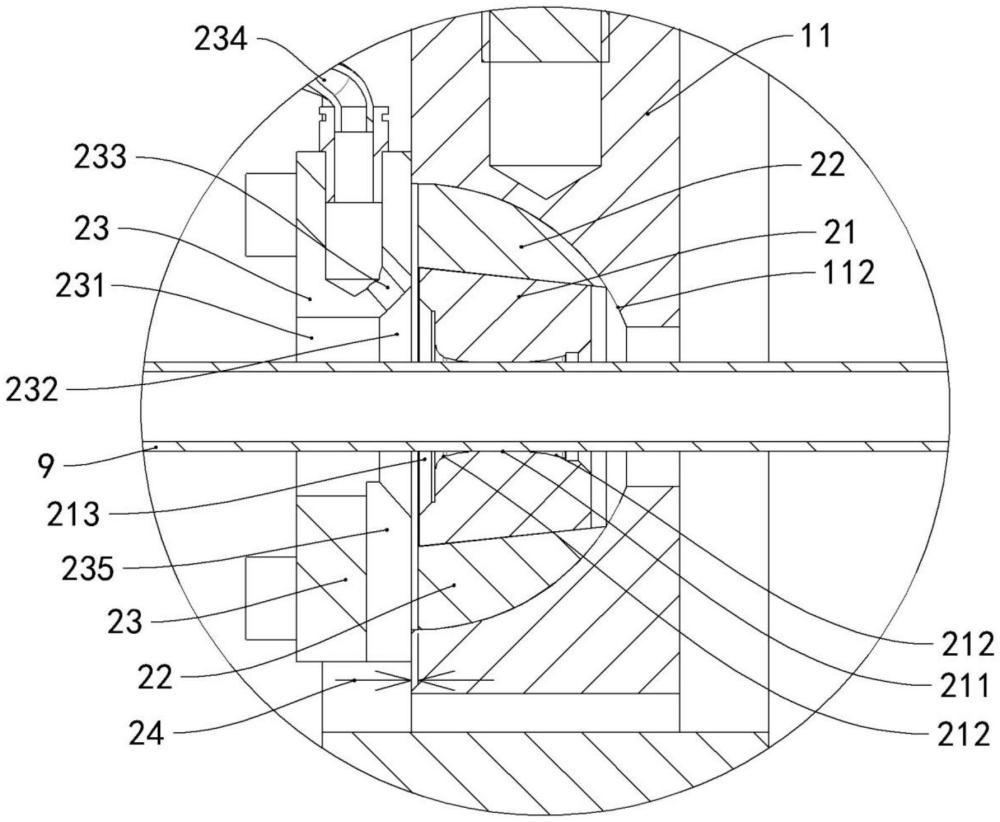
2、本实用新型采取的手段为,一种精密焊管在线推拔装置,其包括载体、在线推拔组件以及用于输送精密焊管的驱动平辊;载体包括设置有球面槽的安装体;在线推拔组件包括推拔模以及设置有推拔模槽的球面模座;推拔模为旋转体形且嵌入推拔模槽;推拔模设置有推拔孔,推拔孔为与推拔模同轴心线的旋转体形;球面模座与球面槽半径相同且嵌入球面槽。
3、本实用新型达到的效果为,能够实现在线推拔,还能够使球面模座自动找正,确保推拔孔与精密焊管同心。
4、进一步的技术方案,推拔模的断面的直径随着精密焊管的输送方向逐渐减小。
5、能够确保推拔模嵌入推拔模槽且与推拔模槽内壁紧密贴合。
6、进一步的技术方案,推拔孔的前端和/或后端设置有弧面段。
7、能够减少精密焊管与推拔孔之间的摩擦力。
8、进一步的技术方案,还包括与安装体固定连接的盖板,盖板与球面模座之间设置有盖板间隙;盖板设置有盖板孔、喷口以及与喷口连通的输送管,喷口从盖板孔外露。
9、能够对精密焊管在线冷却、润滑。
10、进一步的技术方案,盖板孔的后端设置有锥形段,喷口从锥形段外露。
11、能够对精密焊管及推拔模在线冷却、润滑,还能够冲洗推拔产生的粉末等污垢,避免精密焊管被污垢卡死。
12、进一步的技术方案,盖板设置有排渣槽,喷口位于排渣槽上方。
13、乳化液及推拔产生的粉末等污垢能够从排渣槽排出,确保可靠性。
14、进一步的技术方案,推拔模前端设置有冲洗槽。
15、乳化液及推拔产生的粉末等污垢能够从排渣槽排出,确保可靠性。
16、进一步的技术方案,载体包括直线调节装置、升降调节架以及横移调节架;直线调节装置分别设置在升降调节架、横移调节架上,横移调节架的直线调节装置与升降调节架连接,升降调节架的直线调节装置与安装体连接。
17、便于根据需要调节安装体及推拔模的位置。
18、进一步的技术方案,直线调节装置为丝杆,升降调节架与横移调节架直线滑动连接且与横移调节架的直线调节装置铰接;安装体与升降调节架直线滑动连接且与升降调节架的直线调节装置铰接。
19、便于根据需要微调安装体及推拔模的位置。
20、进一步的技术方案,驱动平辊均设置有定位槽,定位槽断面的边缘为圆弧线,驱动平辊为两组其分别位于载体前侧、载体后侧,载体前侧的驱动平辊的定位槽半径小于或等于载体后侧的驱动平辊的定位槽半径。
21、能够确保精密焊管外径稳定的同时,还能对精密焊管校正及辅助拉动。
技术特征:
1.一种精密焊管在线推拔装置,其包括载体(1)、在线推拔组件(2)以及用于输送精密焊管(9)的驱动平辊(3);
2.根据权利要求1所述的精密焊管在线推拔装置,其特征是,推拔模(21)的断面的直径随着精密焊管(9)的输送方向逐渐减小。
3.根据权利要求1所述的精密焊管在线推拔装置,其特征是,推拔孔(211)的前端和/或后端设置有弧面段(212)。
4.根据权利要求1所述的精密焊管在线推拔装置,其特征是,还包括与安装体(11)固定连接的盖板(23),盖板(23)与球面模座(22)之间设置有盖板间隙(24);盖板(23)设置有盖板孔(231)、喷口(233)以及与喷口(233)连通的输送管(234),喷口(233)从盖板孔(231)外露。
5.根据权利要求4所述的精密焊管在线推拔装置,其特征是,盖板孔(231)的后端设置有锥形段(232),喷口(233)从锥形段(232)外露。
6.根据权利要求5所述的精密焊管在线推拔装置,其特征是,盖板(23)设置有排渣槽(235),喷口(233)位于排渣槽(235)上方。
7.根据权利要求6所述的精密焊管在线推拔装置,其特征是,推拔模(21)前端设置有冲洗槽(213)。
8.根据权利要求1所述的精密焊管在线推拔装置,其特征是,载体(1)包括直线调节装置(14)、升降调节架(12)以及横移调节架(13);直线调节装置(14)分别设置在升降调节架(12)、横移调节架(13)上,横移调节架(13)的直线调节装置(14)与升降调节架(12)连接,升降调节架(12)的直线调节装置(14)与安装体(11)连接。
9.根据权利要求8所述的精密焊管在线推拔装置,其特征是,直线调节装置(14)为丝杆,升降调节架(12)与横移调节架(13)直线滑动连接且与横移调节架(13)的直线调节装置(14)铰接;安装体(11)与升降调节架(12)直线滑动连接且与升降调节架(12)的直线调节装置(14)铰接。
10.根据权利要求1所述的精密焊管在线推拔装置,其特征是,驱动平辊(3)均设置有定位槽(31),定位槽(31)断面的边缘为圆弧线,驱动平辊(3)为两组其分别位于载体(1)前侧、载体(1)后侧,载体(1)前侧的驱动平辊(3)的定位槽(31)半径小于或等于载体(1)后侧的驱动平辊(3)的定位槽(31)半径。
技术总结
本技术涉及精密焊管生产技术领域,特别涉及精密焊管在线推拔装置,其包括载体、在线推拔组件以及用于输送精密焊管的驱动平辊;载体包括设置有球面槽的安装体;在线推拔组件包括推拔模以及设置有推拔模槽的球面模座;推拔模为旋转体形且嵌入推拔模槽;推拔模设置有推拔孔,推拔孔为与推拔模同轴心线的旋转体形;球面模座9与球面槽半径相同且嵌入球面槽。本技术能够实现在线推拔,还能够使球面模座自动找正,确保推拔孔与精密焊管同心。
技术研发人员:练杰明,罗立新
受保护的技术使用者:广东志达精密管业制造股份有限公司
技术研发日:20231019
技术公布日:2024/6/2
- 还没有人留言评论。精彩留言会获得点赞!