一种行星架侧壁面打孔工装的制作方法
本技术涉及汽配零件生产设备,尤其是涉及一种行星架侧壁面打孔工装。
背景技术:
1、行星架是离合器毂上的重要组成零件,如附图2所示,一种刚冲压制成的行星架本体零件,其具备凹凸不平的复杂薄型侧壁面,且在其侧壁面上需要进行一系列的打孔加工。由于行星架本体零件侧壁面较薄,因此采用常规的直接打孔方法的话,存在发生零件形变的可能,而且由于需要打孔的数量较多,逐一打孔时,需要反复校定打孔位置,上述操作十分费时费力,还偶发因工人判断失误造成打孔报废的情况。为提高加工效率,降低废品概率,加工车间提出设计一种打孔工装来满足侧壁打孔需求,本案由此而生。
技术实现思路
1、本实用新型的目的在于克服上述现有技术的不足,提供一种行星架侧壁面打孔工装。
2、为了实现上述目的,本实用新型采用如下技术方案:
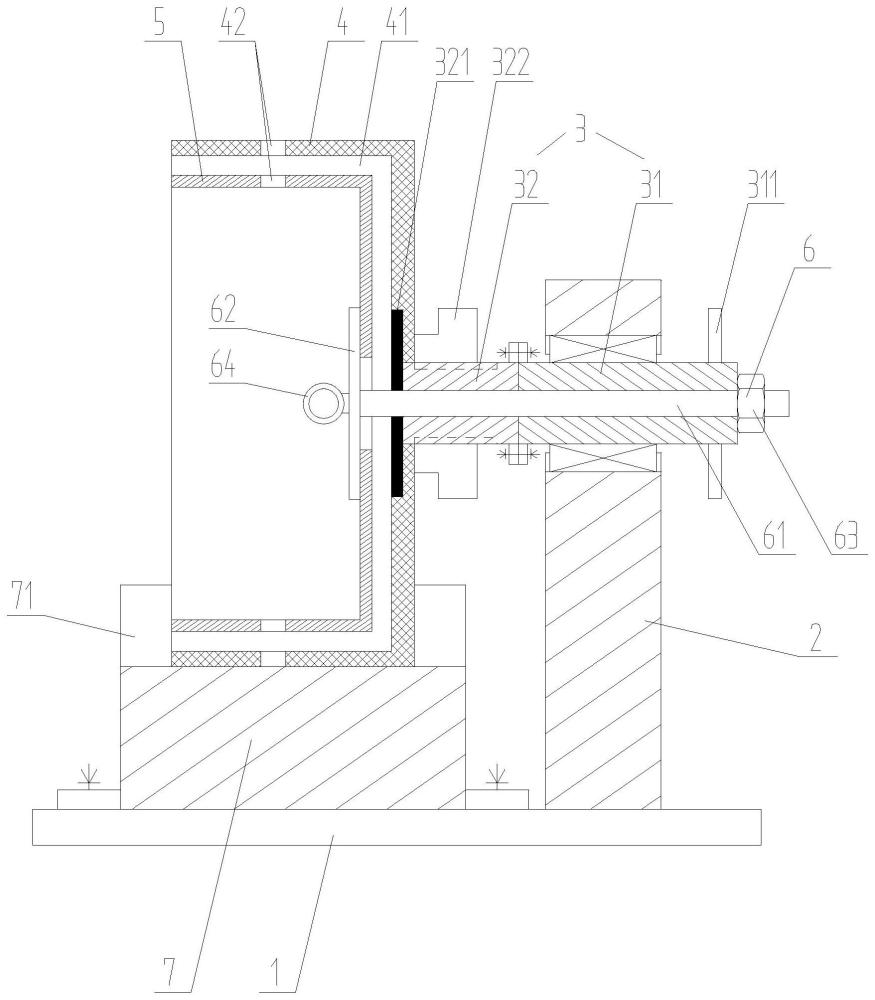
3、一种行星架侧壁面打孔工装,包括工装底板、轴承架、工装外套、工装内套和锁紧机构,所述轴承架固定安装在工装底板上,所述轴承架上转动安装有转轴组件,所述工装外套固定安装在转轴组件上,所述工装内套插装在工装外套内,所述工装内套与工装外套之间形成有装件空间,行星架本体零件被夹装在装件空间内,并通过锁紧机构锁紧固定。
4、所述转轴组件包括主转轴和装套转轴,所述主转轴转动安装在轴承架上,所述装套转轴一端连接有限位凸盘,另一端与主转轴采取法兰连接固定,所述工装外套套装在装套转轴外侧,所述装套转轴上螺纹安装有夹紧螺盘,所述工装外套被夹装固定在限位凸盘和夹紧螺盘之间的位置。
5、所述工装外套和工装内套上都开设有打钻引导孔,所述工装外套和工装内套上的打钻引导孔采取一一对应设置,所述打钻引导孔对应行星架本体零件的打孔位置。
6、所述锁紧机构包括锁紧轴,所述锁紧轴贯穿工装外套、工装内套、主转轴和装套转轴来安装,所述锁紧轴靠近工装内套端连接有压紧盘,所述锁紧轴靠近主转轴端螺纹安装有带紧螺母。
7、所述压紧盘上连接有指环。
8、所述主转轴外周壁上均布连接有若干个旋转助力杆。
9、所述工装底板上还安装有支撑底座,所述支撑底座采取螺栓连接固定,所述支撑底座上设有弧形面,所述弧形面与工装外套保持滑动接触。
10、本实用新型的有益效果是:本实用新型采用内外套夹紧的结构来固定行星架工件,内外套结构具有支撑工件和定位打孔的功能,使得行星架工件在打孔过程中不会出现形变,使得打孔校准操作变得十分简单,本实用新型的内外套结构具备可拆性,可根据行星架工件的型号不同来进行更换,以满足不同规格工件的打孔需求,本实用新型具有拆卸便捷,打孔操作方便的优点,应用本实用新型后,废品率大大降低,打孔作业效率有效提升。
技术特征:
1.一种行星架侧壁面打孔工装,包括工装底板(1)、轴承架(2)、工装外套(4)、工装内套(5)和锁紧机构(6),其特征在于:所述轴承架(2)固定安装在工装底板(1)上,所述轴承架(2)上转动安装有转轴组件(3),所述工装外套(4)固定安装在转轴组件(3)上,所述工装内套(5)插装在工装外套(4)内,所述工装内套(5)与工装外套(4)之间形成有装件空间(41),行星架本体零件被夹装在装件空间(41)内,并通过锁紧机构(6)锁紧固定。
2.如权利要求1所述的一种行星架侧壁面打孔工装,其特征在于:所述转轴组件(3)包括主转轴(31)和装套转轴(32),所述主转轴(31)转动安装在轴承架(2)上,所述装套转轴(32)一端连接有限位凸盘(321),另一端与主转轴(31)采取法兰连接固定,所述工装外套(4)套装在装套转轴(32)外侧,所述装套转轴(32)上螺纹安装有夹紧螺盘(322),所述工装外套(4)被夹装固定在限位凸盘(321)和夹紧螺盘(322)之间的位置。
3.如权利要求1所述的一种行星架侧壁面打孔工装,其特征在于:所述工装外套(4)和工装内套(5)上都开设有打钻引导孔(42),所述工装外套(4)和工装内套(5)上的打钻引导孔(42)采取一一对应设置,所述打钻引导孔(42)对应行星架本体零件的打孔位置。
4.如权利要求2所述的一种行星架侧壁面打孔工装,其特征在于:所述锁紧机构(6)包括锁紧轴(61),所述锁紧轴(61)贯穿工装外套(4)、工装内套(5)、主转轴(31)和装套转轴(32)来安装,所述锁紧轴(61)靠近工装内套(5)端连接有压紧盘(62),所述锁紧轴(61)靠近主转轴(31)端螺纹安装有带紧螺母(63)。
5.如权利要求4所述的一种行星架侧壁面打孔工装,其特征在于:所述压紧盘(62)上连接有指环(64)。
6.如权利要求2所述的一种行星架侧壁面打孔工装,其特征在于:所述主转轴(31)外周壁上均布连接有若干个旋转助力杆(311)。
7.如权利要求1所述的一种行星架侧壁面打孔工装,其特征在于:所述工装底板(1)上还安装有支撑底座(7),所述支撑底座(7)采取螺栓连接固定,所述支撑底座(7)上设有弧形面(71),所述弧形面(71)与工装外套(4)保持滑动接触。
技术总结
本技术公开一种行星架侧壁面打孔工装,包括工装底板、轴承架、工装外套、工装内套和锁紧机构,轴承架固定安装在工装底板上,轴承架上转动安装有转轴组件,工装外套固定安装在转轴组件上,工装内套插装在工装外套内,工装内套与工装外套之间形成有装件空间,行星架本体零件被夹装在装件空间内,并通过锁紧机构锁紧固定,技术采用内外套夹紧的结构来固定行星架工件,内外套结构具有支撑工件和定位打孔的功能,使得行星架工件在打孔过程中不会出现形变,使得打孔校准操作变得十分简单,本技术具有拆卸便捷,打孔操作方便的优点,应用本技术后,废品率大大降低,打孔作业效率有效提升。
技术研发人员:李鹏勇
受保护的技术使用者:浙江格洛博机械科技股份有限公司
技术研发日:20231023
技术公布日:2024/9/26
- 还没有人留言评论。精彩留言会获得点赞!