一种柴油机进气弯管端面加工工装的制作方法
本申请涉及工装治具,尤其是涉及一种柴油机进气弯管端面加工工装。
背景技术:
1、风冷柴油机进气弯管用于安装在空气滤清器和风冷柴油机进气口之间,用于空气滤清器过滤后的空气进入风冷柴油机进气口内。
2、传统的风冷柴油机进气弯管采用浇注工艺生产,浇注成型的弯管表面粗糙,并且尺寸精度较低,因此,在弯管浇注成型后需要对弯管进行二次加工,特别是对弯管的端面进行加工,需要保证弯管两端的端面相互垂直,并且需要在弯管的端面上铣出连接孔,现有的对弯管进行加工一般是操作人员直接通过铣床进行加工,加工精度低,加工过程繁琐。
技术实现思路
1、为了解决现有技术中存在的现有的弯管加工方式加工精度低,加工过程繁琐,加工效率低下的问题,本申请提供一种柴油机进气弯管端面加工工装。
2、本申请提供的一种柴油机进气弯管端面加工工装采用如下的技术方案:
3、一种柴油机进气弯管端面加工工装,包括:
4、用于连接铣床的底板;
5、沿长度方向垂直设置在所述底板一侧的侧板;
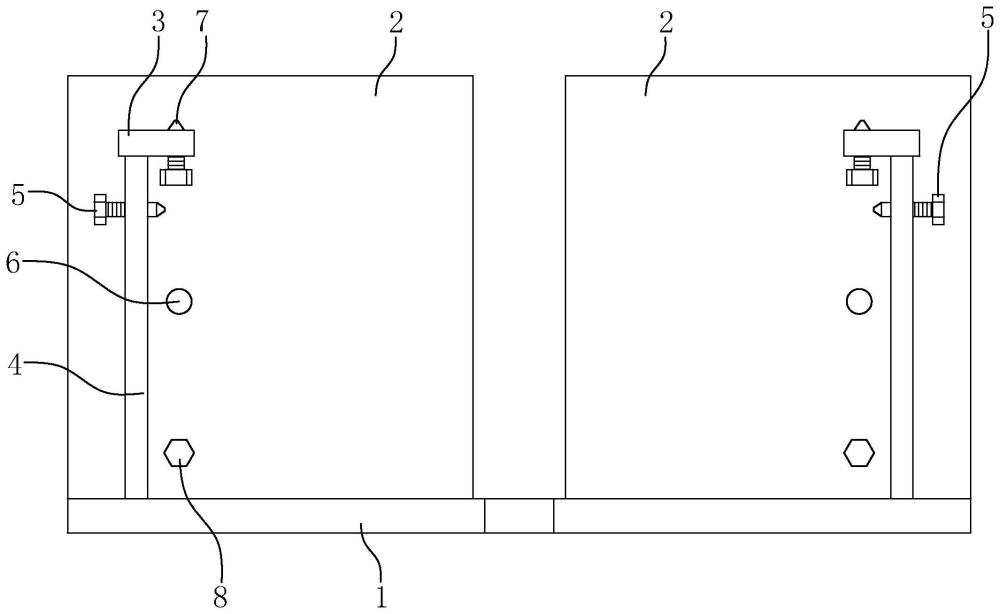
6、设置在所述底板两端用于对弯管水平端面进行支撑的支撑板,所述支撑板上表面两端均设置有可上下调节的顶锥,所述支撑板下方通过支架连接所述底板,所述支架上螺纹连接有用于对弯管侧面进行压紧的压紧螺栓;
7、用于将弯管竖直端面与所述侧板固定夹持的夹具。
8、通过采用上述技术方案,对弯管端面进行加工时,首先将弯管一个端面朝上放置在两个支撑板之间,支撑板对弯管的水平端面两侧边缘进行支撑,弯管的竖直端面则平行于侧板设置,然后调节支撑板上的顶锥,顶锥对弯管水平端面四角进行支撑,同时旋转支架上的压紧螺栓,两侧支架上的压紧螺栓将弯管压紧定位,然后将加工工装通过底板安装在铣床上,铣床对弯管的水平端面进行打磨并铣出连接孔,待弯管的一侧端面加工完成后,将弯管从工装上拆卸,然后将弯管翻转,加工后的端面作为基准面贴附在侧板表面,未加工的端面朝上设置,通过夹具将弯管端面与侧板固定夹持,此时弯管固定在侧板上,再将加工工装通过底板安装在铣床上对弯管的另一个端面进行表面打磨以及铣出连接孔,从而保证弯管的两个端面加工后相互垂直,提供弯管端面加工精度。
9、可选的,所述侧板表面上下对称设置有用于对弯管竖直端面进行限位固定的限位螺栓,所述限位螺栓与所述侧板螺纹连接。
10、通过采用上述技术方案,在弯管初次装夹时,支撑板上的顶锥对弯管水平端面进行支撑后,在侧板上通过螺纹连接限位螺栓,限位螺栓对弯管竖直端面上下两侧进行限位,从而防止弯管在加工过程中位置偏移。
11、可选的,所述侧板两端活动设置有用于对弯管竖直端面进行定位的定位销。
12、通过采用上述技术方案,在对弯管进行二次夹持时,弯管的一个端面上已经加工出连接孔,此时在侧板上设置定位销,弯管已加工端面的连接孔套设在定位销上,从而对弯管的安装进行定位。
13、可选的,所述顶锥采用螺栓,所述螺栓上端设置为锥形,所述螺栓贯穿所述支撑板并与所述支撑板螺纹连接。
14、通过采用上述技术方案,顶锥采用螺栓,通过旋转螺栓可以调节顶锥的高度,从而使得顶锥能够对弯管端面进行稳定支撑,螺栓上端设置为锥形,在实现支撑的同时减小接触面积,从而便于弯管端面边缘的铣孔作业。
15、可选的,所述夹具设置有四个。
16、通过采用上述技术方案,夹具设置四个,弯管和侧板两侧各设置两个夹具进行夹持,提高夹具夹持的稳定性。
17、可选的,所述支架上对称设置有两个压紧螺栓。
18、通过采用上述技术方案,通过设置两个压紧螺栓,提高压紧螺栓对弯管压紧限位的稳定性。
19、可选的,所述夹具包括u形夹块,所述u形夹块一端贯穿设置有夹紧螺栓,所述夹紧螺栓与所述u形夹块一端螺纹连接。
20、通过采用上述技术方案,利用夹具对弯管端面和侧板进行夹持时,将u形夹块卡设在弯管端面和侧板上,然后旋转u形夹块一侧的夹紧螺栓,通过夹紧螺栓将弯管端面和侧板夹紧。
21、可选的,所述底板两侧均向外延伸有定位块。
22、通过采用上述技术方案,安装加工工装时,通过底板上的定位块对底板进行精确定位,从而提高加工工装安装的精确度。
23、综上所述,本申请包括以下至少一种有益技术效果:
24、1.本申请中有效实现了对柴油机进气弯管的装夹,并且装置结构简单, 使用简便,安装拆卸方便,大大提高了柴油机进气弯管的加工效率;
25、2.本申请中在底板上设置侧板和支撑板,初次加工时支撑板对弯管进行支撑定位,二次加工时,则以加工后的端面作为基准面,利用侧板对弯管进行固定夹持,实现了用一个工装对弯管两个端面进行加工,提高了生产效率,降低了生产成本,并且加工工装上设置了限位螺栓、定位销、压紧螺栓以及夹具,提高了弯管装夹的稳定性和精确度,有效提高了弯管端面加工的精度。
技术特征:
1.一种柴油机进气弯管端面加工工装,其特征在于,包括:
2.根据权利要求1所述的一种柴油机进气弯管端面加工工装,其特征在于:所述侧板(2)表面上下对称设置有用于对弯管竖直端面进行限位固定的限位螺栓(8),所述限位螺栓(8)与所述侧板(2)螺纹连接。
3.根据权利要求1所述的一种柴油机进气弯管端面加工工装,其特征在于:所述侧板(2)两端活动设置有用于对弯管竖直端面进行定位的定位销(6)。
4.根据权利要求1所述的一种柴油机进气弯管端面加工工装,其特征在于:所述顶锥(7)采用螺栓,所述螺栓上端设置为锥形,所述螺栓贯穿所述支撑板(3)并与所述支撑板(3)螺纹连接。
5.根据权利要求1所述的一种柴油机进气弯管端面加工工装,其特征在于:所述夹具(9)设置有四个。
6.根据权利要求1所述的一种柴油机进气弯管端面加工工装,其特征在于:所述支架(4)上对称设置有两个压紧螺栓(5)。
7.根据权利要求1所述的一种柴油机进气弯管端面加工工装,其特征在于:所述夹具(9)包括u形夹块(11),所述u形夹块(11)一端贯穿设置有夹紧螺栓(10),所述夹紧螺栓(10)与所述u形夹块(11)一端螺纹连接。
8.根据权利要求1所述的一种柴油机进气弯管端面加工工装,其特征在于:所述底板(1)两侧均向外延伸有定位块(12)。
技术总结
本申请涉及一种柴油机进气弯管端面加工工装,其包括底板,底板上方一侧沿长度方向设置有侧板,底板两端上方设置有支撑板,支撑板底面通过支架连接底板,支撑板两端设置有顶锥,顶锥与支撑板螺纹连接,支架上对称设置有两个压紧螺栓,侧板两端对应支撑板对称设置有限位螺和定位销,限位螺栓设置在侧板上朝向支撑板的一侧并且上下对称设置有两根,定位销设置在上下两根限位螺栓之间,定位销与侧板活动连接。本申请具有有效提高了生产效率,降低了生产成本,提高了弯管装夹的稳定性和精确度,提高了弯管端面加工的精度的效果。
技术研发人员:邢建福
受保护的技术使用者:常州兴力机车车辆配件有限公司
技术研发日:20231023
技术公布日:2024/7/18
- 还没有人留言评论。精彩留言会获得点赞!