一种加工新能源水嘴的铣刀的制作方法
本技术属于铣刀,特别涉及一种加工新能源水嘴的铣刀。
背景技术:
1、新能源水嘴是指利用可再生能源(如太阳能、风能、水能等)或非化石燃料(如氢气)来驱动的水嘴,它可以用来取代传统的水嘴,实现节能和环保的目的,在水嘴生产工时需要用到铣刀对其进行加工。
2、由于水嘴的位置形状比较特殊,现有的部分铣刀在对水嘴进行加工时,需要对进行换刀加工,这难以保证水嘴形状的一致性,如果匹配不好,容易造成密封不好漏水等情况发生,因此,我们希望设计一种具有新型结构的铣刀,从而解决这个问题。
技术实现思路
1、针对现有技术存在的不足,本实用新型目的是提供一种加工新能源水嘴的铣刀,解决上述背景技术中提出的问题。
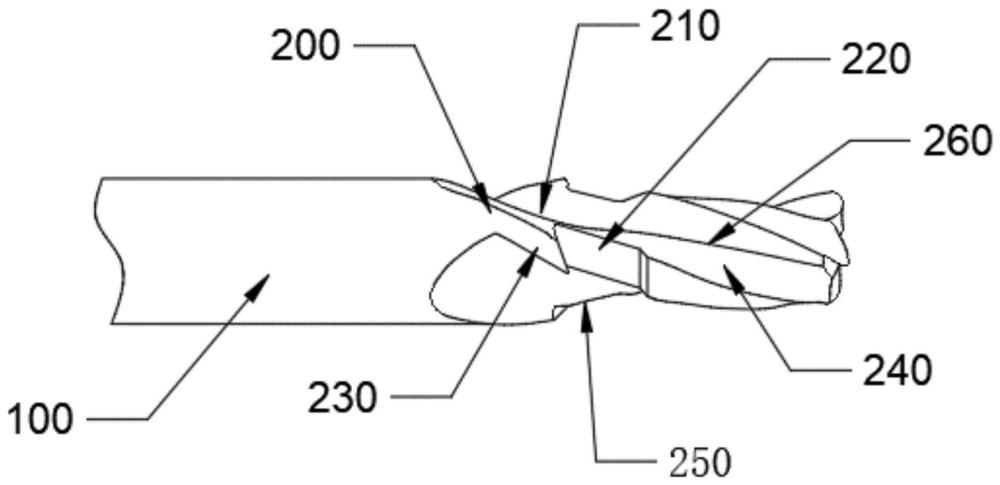
2、本实用新型通过以下的技术方案实现:一种加工新能源水嘴的铣刀,包括:刀柄和刀头,所述刀柄右端一体设置有刀头,所述刀头包括后段部、前段部以及中段部,所述后段部左端与刀柄右端一体成型,所述中段部左端与后段部右端一体成型;
3、所述前段部左端与中段部右端一体成型,所述后段部、前段部以及中段部的表面等间距设置有多个螺旋刃;
4、每两个所述螺旋刃之间均设置有一个排屑槽,每一个所述螺旋刃的中部均径向向内凹陷形成一个缺口槽。
5、作为一优选的实施方式,所述刀柄和刀头由高速钢一体成型,所述刀头上的螺旋刃表面固定有金刚石涂层,能够提升整个铣刀的使用强度、耐磨性,使得刀头的使用寿命增加。
6、作为一优选的实施方式,多个所述螺旋刃的螺旋方向和螺旋角度均与多个排屑槽的螺旋方向和螺旋角度相同。
7、作为一优选的实施方式,多个所述螺旋刃下端的外侧均设置有倒角一,所述倒角一的半径为0.5mm。
8、作为一优选的实施方式,所述缺口槽前侧设置有斜面一,所述缺口槽底部设置有直面,所述直面与刀头的轴线平行;
9、所述缺口槽后侧设置有斜面二,所述斜面一与斜面二的长度、宽度相同,所述斜面一与斜面二关于直面的中心轴对称设置,在实际使用时,直面旋转后的形成圆柱结构的直径为9.6mm,斜面二、斜面一旋转后均形成锥形面结构,且斜面二、斜面一旋转后均形成锥形面剖切角度为38度,便于对水嘴进行台阶加工,无需中途换刀进行加工。
10、作为一优选的实施方式,所述斜面二后端与后段部之间设置有倒角二,所述倒角二的半径为0.5mm,所述中段部与前段部的长度和为29.5mm。
11、采用了上述技术方案后,本实用新型的有益效果是:通过设置刀头,根据水嘴的形状,设计出整体式一刀成型的刀头,避免水嘴在加工时需要另外更换铣刀进行加工,保证水嘴的形状一致性,有效的避免了不密封的现象产生,大大提高了水嘴的安全和可靠性;
12、前段部、中段部以及后段部分别对水嘴的前、中、后段针对加工,使得水嘴可以被整体式一刀成型,缺口槽的设置,便于对水嘴上的凸环进行加工。
技术特征:
1.一种加工新能源水嘴的铣刀,包括:刀柄(100)和刀头(200),其特征在于,所述刀柄(100)右端一体设置有刀头(200),所述刀头(200)包括后段部(230)、前段部以及中段部,所述后段部(230)左端与刀柄(100)右端一体成型,所述中段部左端与后段部(230)右端一体成型;
2.如权利要求1所述的一种加工新能源水嘴的铣刀,其特征在于:所述刀柄(100)和刀头(200)由高速钢一体成型,所述刀头(200)上的螺旋刃(260)表面固定有金刚石涂层。
3.如权利要求1所述的一种加工新能源水嘴的铣刀,其特征在于:多个所述螺旋刃(260)的螺旋方向和螺旋角度均与多个排屑槽(210)的螺旋方向和螺旋角度相同。
4.如权利要求3所述的一种加工新能源水嘴的铣刀,其特征在于:多个所述螺旋刃(260)下端的外侧均设置有倒角一(241),所述倒角一(241)的半径为0.5mm。
5.如权利要求1所述的一种加工新能源水嘴的铣刀,其特征在于:所述缺口槽(250)前侧设置有斜面一(251),所述缺口槽(250)底部设置有直面(252),所述直面(252)与刀头(200)的轴线平行;
6.如权利要求5所述的一种加工新能源水嘴的铣刀,其特征在于:所述斜面二(253)后端与后段部(230)之间设置有倒角二(254),所述倒角二(254)的半径为0.5mm,所述中段部与前段部的长度和为29.5mm。
技术总结
本技术提供一种加工新能源水嘴的铣刀,包括:刀柄和刀头,所述刀柄右端一体设置有刀头,所述刀头包括后段部、前段部以及中段部,所述后段部左端与刀柄右端一体成型,所述中段部左端与后段部右端一体成型,与现有技术相比,本技术具有如下的有益效果:通过设置刀头,根据水嘴的形状,设计出整体式一刀成型的刀头,避免水嘴在加工时需要另外更换铣刀进行加工,保证水嘴的形状一致性,有效的避免了不密封的现象产生,大大提高了水嘴的安全和可靠性,前段部、中段部以及后段部分别对水嘴的前、中、后段针对加工,使得水嘴可以被整体式一刀成型,缺口凹槽的设置,便于对水嘴上的凸环进行加工。
技术研发人员:冼赟
受保护的技术使用者:中山市云鹏数控科技有限公司
技术研发日:20231023
技术公布日:2024/7/18
- 还没有人留言评论。精彩留言会获得点赞!