一种多工序整合工装夹具的制作方法
本技术属于机械,涉及一种工装夹具,特别涉及一种多工序整合工装夹具。
背景技术:
1、目前针对曲轴箱箱体的加工过程,通常需采用工装夹具对其进行装夹,但由于该曲轴箱箱体的结构复杂,目前的工装夹具很难对其进行装夹,并且箱体的加工也较为复杂,工序较多,目前的工装夹具无法满足箱体加工需求,效率也较低。
技术实现思路
1、本实用新型的目的是针对现有技术中存在的上述问题,提供了一种高定位高效率的多工序整合工装夹具。
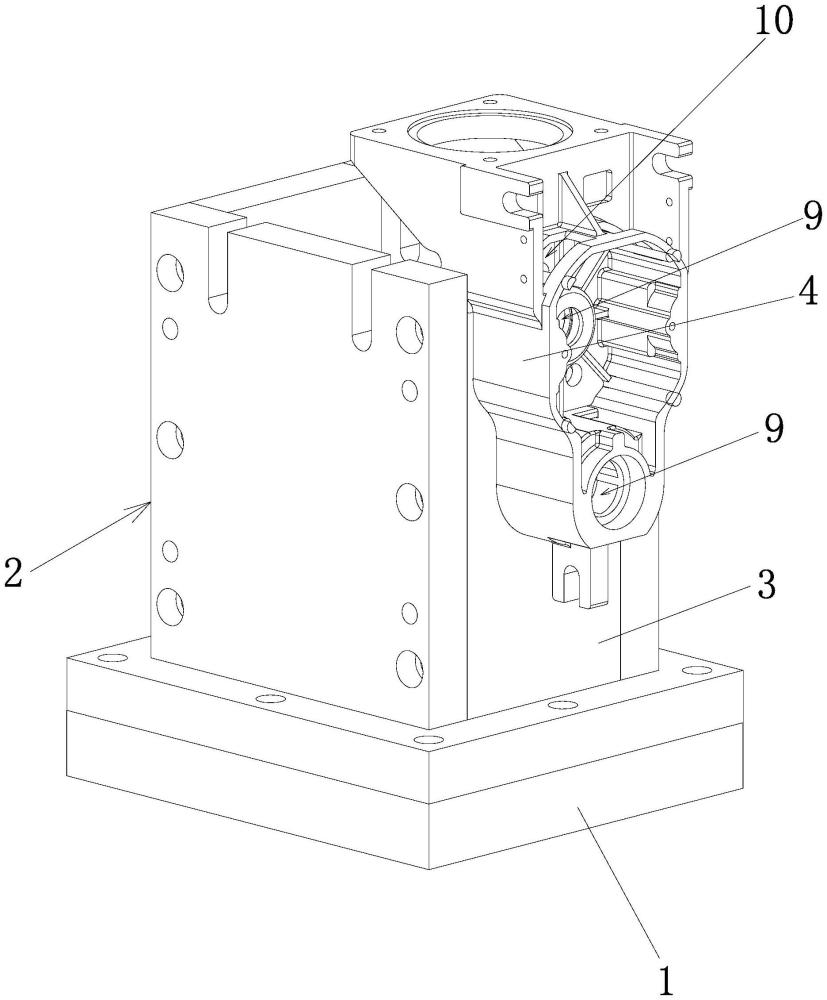
2、本实用新型的目的可通过下列技术方案来实现: 一种多工序整合工装夹具,其特征在于,包括工装台和安装在工装台上且内部具有腔体的工装夹台,所述的工装夹台为由四块工装板围绕组合而成,相应所述的工装板上装配有两上下间隔分布且用以定位曲轴箱箱体的弹簧圆柱销,所述的工装板上还开设有两个供曲轴箱箱体定位架设的定位槽,所述的工装板上还固定有同样供曲轴箱箱体定位的定位块。
3、在上述的一种多工序整合工装夹具中,所述的曲轴箱箱体上具有架设于定位槽上的支撑部。
4、在上述的一种多工序整合工装夹具中,所述的曲轴箱箱体上开设有供弹簧圆柱销定位安装的安装槽。
5、在上述的一种多工序整合工装夹具中,所述的曲轴箱箱体上具有供定位块安装的定位孔。
6、与现有技术相比,本多工序整合工装夹具具有高效定位及装夹方便的优点。
技术特征:
1.一种多工序整合工装夹具,其特征在于,包括工装台(1)和安装在工装台(1)上且内部具有腔体的工装夹台(2),所述的工装夹台(2)为由四块工装板(3)围绕组合而成,相应所述的工装板(3)上装配有两上下间隔分布且用以定位曲轴箱箱体(4)的弹簧圆柱销(5),所述的工装板(3)上还开设有两个供曲轴箱箱体(4)定位架设的定位槽(6),所述的工装板(3)上还固定有同样供曲轴箱箱体(4)定位的定位块(7)。
2.根据权利要求1所述的一种多工序整合工装夹具,其特征在于,所述的曲轴箱箱体(4)上具有架设于定位槽(6)上的支撑部(8)。
3.根据权利要求1所述的一种多工序整合工装夹具,其特征在于,所述的曲轴箱箱体(4)上开设有供弹簧圆柱销(5)定位安装的安装槽(9)。
4.根据权利要求1所述的一种多工序整合工装夹具,其特征在于,所述的曲轴箱箱体(4)上具有供定位块(7)安装的定位孔(10)。
技术总结
本技术提供了一种多工序整合工装夹具,属于机械技术领域。它解决了现有工装夹具装夹效率低的问题。本多工序整合工装夹具,包括工装台和安装在工装台上且内部具有腔体的工装夹台,工装夹台为由四块工装板围绕组合而成,相应工装板上装配有两上下间隔分布且用以定位曲轴箱箱体的弹簧圆柱销,工装板上还开设有两个供曲轴箱箱体定位架设的定位槽,工装板上还固定有同样供曲轴箱箱体定位的定位块。本技术具有高效定位及装夹方便的优点。
技术研发人员:张俊,韩金山,林涛涛,王志祥,张康
受保护的技术使用者:温岭市职业技术学校
技术研发日:20231023
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!