电芯铝排焊接工装的制作方法
本技术涉及电池加工,尤其是涉及一种电芯铝排焊接工装。
背景技术:
1、电芯在生产完成后,通常会做一些性能测试,来检验电芯是否符合设计要求。对于一些需要大电流充放电的测试,电芯上需要焊接铝排,焊接时,铝排要与电芯极耳需要进行定位和紧密贴合,否则会出现焊偏或者虚焊现象,因此,在焊接铝排时,通常需要将铝排进行定位。
2、如公开号为cn219598446u的专利文件公开的一种方型锂电池铝排焊接工装夹具,包括下壳体、上壳体、下夹具、上夹具和焊接铝排,多个方形锂电池在箱体内排列后,通过下夹具的安装孔定位具体的焊接位置并对焊接铝排进行固定,上夹具能够对铝排进行紧固,提高了焊接的稳定性,上壳体和下壳体能够对箱体进行固定,进而为电芯和铝排之间的焊接提供方便,且能够提升电芯和铝排的之间的焊接精度。
3、虽然现有铝排焊接工作通过对铝排的定位作用可方便铝排的焊接,但由于在进行电芯和铝排的拆装工作时,需要先将上壳体取下,由于下壳体和上壳体之间主要通过锁环和锁扣的锁紧实现固定,使得在进行电芯的拆装工作时,需要首先开启锁环和锁扣,对电芯和铝排的拆装造成不便。
技术实现思路
1、本实用新型的目的在于克服上述技术不足,提出一种电芯铝排焊接工装,解决现有技术中电芯铝排焊接工装不便于电芯和铝排的拆装的技术问题。
2、为达到上述技术目的,本实用新型的技术方案提供一种电芯铝排焊接工装,包括:
3、固定模块,设置有电芯安装腔和焊接口,所述焊接口与所述电芯安装腔连通,所述电芯安装腔用于安装电芯,所述焊接口用于容纳电芯极耳;
4、定位件,固定于所述固定模块靠近所述焊接口的一侧,用于定位铝排,以使所述铝排贴合所述电芯极耳;
5、按压件,设置于所述定位件的一侧,用于按压所述铝排;
6、第一磁吸模块,设置于所述定位件和/或所述按压件,用于通过磁吸使所述按压件与所述定位件吸合。
7、可选地,所述第一磁吸模块包括若干第一磁块,各所述第一磁块均间隔固定于所述定位件。
8、可选地,所述第一磁吸模块还包括若干第二磁块,各所述第二磁块均间隔固定于所述按压件,各所述按压件均分别与各所述第一磁块相对,用于通过与所述第一磁块形成吸附。
9、可选地,所述定位件设置有定位槽,所述定位槽延伸至所述焊接口,用于供所述铝排安装,并定位所述铝排。
10、可选地,所述按压件包括按压板和压头,所述按压板吸合于所述按压件,所述压头固定于所述按压板并与所述焊接口相对,用于按压所述铝排。
11、可选地,所述按压板设置有沉槽,所述压头的一端固定于所述沉槽,所述压头的另一端朝所述焊接口的方向伸出所述沉槽并按压所述铝排。
12、可选地,所述按压板还设置有定位孔,所述定位孔供于定位所述电芯铝排焊接工装。
13、可选地,所述固定模块设置有散热口,所述散热口与所述电芯安装腔连通,供于电芯散热。
14、可选地,所述固定模块包括第一固定板和第二固定板,所述第一固定板可拆卸固定于所述第二固定板,并与所述第二固定板围合形成所述电芯安装腔和焊接口。
15、可选地,所述第一固定板和所述第二固定板分别固定有第三磁块和第四磁块,所述第三磁块和所述第四磁块相对设置并相互吸合。
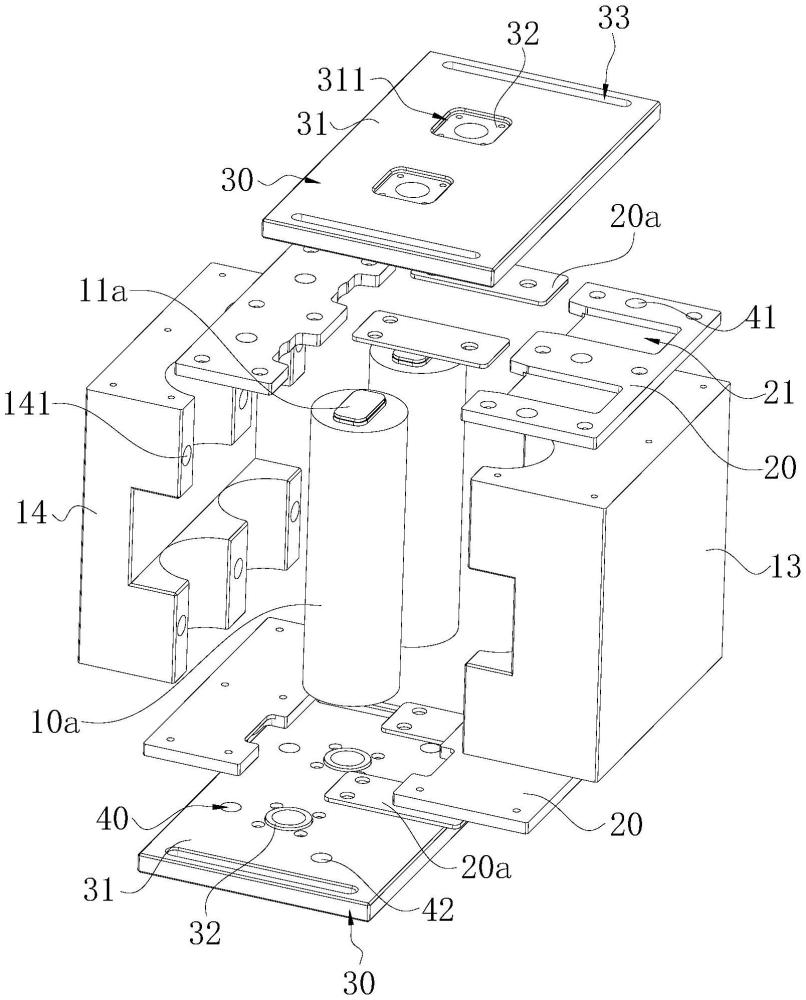
16、与现有技术相比,本实用新型提供的电芯铝排焊接工装有益效果包括:通过设置固定模块、定位件和按压件,固定模块设置有电芯安装腔和焊接口,定位件固定于固定模块靠近焊接口的一侧,在进行电芯和铝排的焊接工作时,可将电芯装设于电芯安装腔,并使电芯极耳设置有焊接口,再将铝排装设于定位件,定位铝排并与铝排与电芯极耳贴合,按压件通过设置于所述定位件的一侧,可对铝排进行按压,使铝排和电芯稳定贴合,由于焊接工装还设置有第一磁吸模块,第一磁吸模块通过设置于定位件和/或按压件,可促使按压件与定位件吸合,实现按压件的稳固,通过第一磁吸模块的设置,可在实现按压件的固定的同时,仅需克服第一磁吸模块的吸力即可实现按压件的拆卸,为电芯和铝排的拆装提供方便。
技术特征:
1.一种电芯铝排焊接工装,其特征在于,包括:
2.根据权利要求1所述的电芯铝排焊接工装,其特征在于,所述第一磁吸模块包括若干第一磁块,各所述第一磁块均间隔固定于所述定位件。
3.根据权利要求2所述的电芯铝排焊接工装,其特征在于,所述第一磁吸模块还包括若干第二磁块,各所述第二磁块均间隔固定于所述按压件,各所述按压件均分别与各所述第一磁块相对,用于通过与所述第一磁块形成吸附。
4.根据权利要求1~3任一项所述的电芯铝排焊接工装,其特征在于,所述定位件设置有定位槽,所述定位槽延伸至所述焊接口,用于供所述铝排安装,并定位所述铝排。
5.根据权利要求1~3任一项所述的电芯铝排焊接工装,其特征在于,所述按压件包括按压板和压头,所述按压板吸合于所述按压件,所述压头固定于所述按压板并与所述焊接口相对,用于按压所述铝排。
6.根据权利要求5所述的电芯铝排焊接工装,其特征在于,所述按压板设置有沉槽,所述压头的一端固定于所述沉槽,所述压头的另一端朝所述焊接口的方向伸出所述沉槽并按压所述铝排。
7.根据权利要求5所述的电芯铝排焊接工装,其特征在于,所述按压板还设置有定位孔,所述定位孔供于定位所述电芯铝排焊接工装。
8.根据权利要求1~3任一项所述的电芯铝排焊接工装,其特征在于,所述固定模块设置有散热口,所述散热口与所述电芯安装腔连通,供于电芯散热。
9.根据权利要求1~3任一项所述的电芯铝排焊接工装,其特征在于,所述固定模块包括第一固定板和第二固定板,所述第一固定板可拆卸固定于所述第二固定板,并与所述第二固定板围合形成所述电芯安装腔和焊接口。
10.根据权利要求9所述的电芯铝排焊接工装,其特征在于,所述第一固定板和所述第二固定板分别固定有第三磁块和第四磁块,所述第三磁块和所述第四磁块相对设置并相互吸合。
技术总结
本技术涉及电池加工技术领域,尤其是涉及一种电芯铝排焊接工装;包括固定模块、定位件和按压件,固定模块设置有电芯安装腔和焊接口,定位件固定于固定模块,在进行电芯和铝排的焊接工作时,可将电芯装设于电芯安装腔,并使电芯极耳设置有焊接口,再将铝排装设于定位件,定位铝排并与铝排与电芯极耳贴合,按压件通过设置于所述定位件的一侧,可对铝排进行按压,使铝排和电芯稳定贴合,由于焊接工装还设置有第一磁吸模块,第一磁吸模块通过设置于定位件和/或按压件,可促使按压件与定位件吸合,通过第一磁吸模块的设置,仅需克服第一磁吸模块的吸力即可实现按压件的拆卸,为电芯和铝排的拆装提供方便。
技术研发人员:彭熊,刘长来,夏诗忠,陈念,李琦旸
受保护的技术使用者:骆驼集团武汉光谷研发中心有限公司
技术研发日:20231024
技术公布日:2024/7/11
- 还没有人留言评论。精彩留言会获得点赞!