一种圆盘剪主轴系统的制作方法
本技术涉及冶金设备,具体是一种便于并可实现高精度装配的圆盘剪主轴系统。
背景技术:
1、在冶金行业中,圆盘剪主要用作对金属板带进行连续纵向剪切,消除板带边部缺陷,提高板带质量。圆盘剪设备的整机精度,很大程度上取决于主轴系统的装配精度。一般情况下,主轴的端面跳动、径向跳动、轴向窜动这三项重要指标精度需要达到微米级别,这不仅对主轴系统的各个零件加工提出了很高的要求,并且对主轴系统的装配工艺要求更高。目前的圆盘剪主轴系统的结构设计不合理,主轴轴承孔为圆柱孔,与刀轴之间需要过盈配合热装,而且装配后若整机精度不达标,拆卸非常困难,而且有可能损坏轴承,这样就使得装配流程繁琐,对装配技能要求非常高,操作人员很难装配出高精度的圆盘剪主轴系统,对板带的切边质量影响很大,导致整个生产线产品合格率低。当发现问题后再想要修复,拆装过程依旧繁琐,重新拆装很难达到更良好的精度,费时费力,且耽误整线的正常生产,造成巨大的损失。
技术实现思路
1、为克服现有技术的不足,本实用新型的发明目的在于提供一种圆盘剪主轴系统,简化圆盘剪主轴系统的装配流程,提高圆盘剪的整机精度。
2、为实现上述发明目的,本实用新型主轴系统的前端与后端分别装有用于保证主轴系统径向跳动精度与承载、内孔为1:12锥孔的双列圆柱滚子轴承一、双列圆柱滚子轴承二,用于保证主轴系统轴向精度与承载、满足主轴系统所需轴向受力的双向推力角接触轴承装在双列圆柱滚子轴承一的内侧;主轴系统的中部装有用于防止双列圆柱滚子轴承一、双列圆柱滚子轴承二两个轴承腔体内的润滑脂互通的隔环三。
3、进一步地,所述双列圆柱滚子轴承一的内圈一和外圈一是两套独立的压紧系统;用于调节滚动体一与外圈一游隙的内圈一与刀轴的1:12锥面配合;可通过配磨厚度,调整内圈一的锥面处在刀轴锥面处的轴向定位,并调节滚动体一与外圈一游隙的内圈压盖一设置在内圈一的前端,内圈压盖一的一端贴紧刀轴台阶,另一端贴紧内圈一;内圈一后端依次装有隔套一、双向推力角接触轴承、隔环、锁紧螺母,锁紧螺母将内圈一、隔套一、双向推力角接触轴承、隔环锁紧;所述双列圆柱滚子轴承一的外圈一通过前端的外圈压盖一压紧,外圈压盖一与刀套的配合面留有0.08mm的间隙,外圈一与双向推力角接触轴承的外圈之间装有用于保证外圈压盖一与刀套的配合面0.08mm间隙的隔环二,外圈压盖一通过螺栓一与刀套连接,双向推力角接触轴承的外圈端面与刀套的台阶处贴紧。
4、进一步地,所述双列圆柱滚子轴承二内圈二的前端与隔环三之间装有用于通过配磨厚度,来调整内圈二在刀轴轴向位移的隔套二,通过隔套二对滚动体二的涨紧来调节滚动体二与外圈二的游隙,内圈二的后端通过内圈压盖二对其压紧,采用锁紧螺母二对其锁紧;外圈二的前端压紧刀套的台阶,后端通过外圈压盖二压紧,外圈压盖二与刀套的配合面留有0.08mm的间隙,外圈压盖二用螺栓二与刀套连接。
5、进一步地,所述双列圆柱滚子轴承一、双列圆柱滚子轴承二为sp级的精密级轴承。进一步地,所述隔环三与刀轴间隙配合。
6、本实用新型与现有技术相比,具有以下优点:
7、1、承受径向受力的主轴轴承采用1:12锥孔的双列圆柱滚子轴承,仅需用胶木板轻轻敲击,即可实现主轴轴承的装配与拆卸,拆装方便,结构合理,装配简单,大大提高了圆盘剪的整机装配精度;且1:12的锥孔可以通过配磨内圈压盖一的厚度来调整轴承滚动体与轴承外圈的游隙,能满足不同精度的圆盘剪设备的需求。
8、2、独立的双向推力角接触轴承装在整个主轴系统的前端,因主轴系统的受力主要靠近刀头,故能够更有效的承受轴向力。
9、3、主轴系统的中端设计有隔环三,可防止前后两个轴承部件腔体内的润滑脂互通。
技术特征:
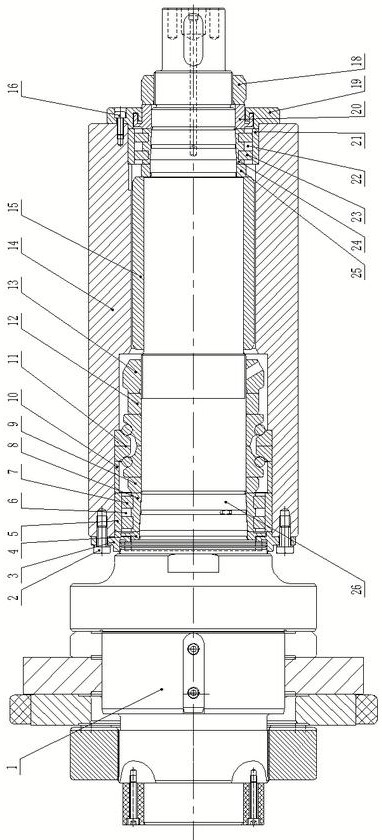
1.一种圆盘剪主轴系统,其特征在于:该主轴系统的前端与后端分别装有用于保证主轴系统径向跳动精度与承载、内孔为1:12锥孔的双列圆柱滚子轴承一(6)、双列圆柱滚子轴承二(22),用于保证主轴系统轴向精度与承载、满足主轴系统所需轴向受力的双向推力角接触轴承(11)装在双列圆柱滚子轴承一(6)的内侧;主轴系统的中部装有用于防止双列圆柱滚子轴承一(6)、双列圆柱滚子轴承二(22)两个轴承腔体内的润滑脂互通的隔环三(15)。
2.根据权利要求1所述的一种圆盘剪主轴系统,其特征在于:所述双列圆柱滚子轴承一(6)的内圈一(8)和外圈一(5)是两套独立的压紧系统;用于调节滚动体一(7)与外圈一(5)游隙的内圈一(8)与刀轴(26)的1:12锥面配合;可通过配磨厚度,调整内圈一(8)的锥面处在刀轴(26)锥面处的轴向定位,并调节滚动体一(7)与外圈一(5)游隙的内圈压盖一(4)设置在内圈一(8)的前端,内圈压盖一(4)的一端贴紧刀轴(26)台阶,另一端贴紧内圈一(8);内圈一(8)后端依次装有隔套一(9)、双向推力角接触轴承(11)、隔环(12)、锁紧螺母(13),锁紧螺母(13)将内圈一(8)、隔套一(9)、双向推力角接触轴承(11)、隔环(12)锁紧;所述双列圆柱滚子轴承一(6)的外圈一(5)通过前端的外圈压盖一(3)压紧,外圈压盖一(3)与刀套(14)的配合面留有0.08mm的间隙,外圈一(5)与双向推力角接触轴承(11)的外圈之间装有用于保证外圈压盖一(3)与刀套(14)的配合面0.08mm间隙的隔环二(10),外圈压盖一(3)通过螺栓一(2)与刀套(14)连接,双向推力角接触轴承(11)的外圈端面与刀套(14)的台阶处贴紧。
3.根据权利要求1所述的一种圆盘剪主轴系统,其特征在于:所述双列圆柱滚子轴承二(22)内圈二(24)的前端与隔环三(15)之间装有用于通过配磨厚度,来调整内圈二(24)在刀轴(26)轴向位移的隔套二(25),通过隔套二(25)对滚动体二(23)的涨紧来调节滚动体二(23)与外圈二(21)的游隙,内圈二(24)的后端通过内圈压盖二(20)对其压紧,采用锁紧螺母二(18)对其锁紧;外圈二(21)的前端压紧刀套(14)的台阶,后端通过外圈压盖二(19)压紧,外圈压盖二(19)与刀套(14)的配合面留有0.08mm的间隙,外圈压盖二(19)用螺栓二(16)与刀套(14)连接。
4.根据权利要求1所述的一种圆盘剪主轴系统,其特征在于:所述双列圆柱滚子轴承一(6)、双列圆柱滚子轴承二(22)为sp级的精密级轴承。
5.根据权利要求1所述的一种圆盘剪主轴系统,其特征在于:所述隔环三(15)与刀轴(26)间隙配合。
技术总结
一种圆盘剪主轴系统,主要用于冶金设备制造技术领域。前端与后端分别装有内孔为1:12锥孔的双列圆柱滚子轴承,用于保证主轴系统径向跳动精度与承载;双向推力角接触轴承装在双列圆柱滚子轴承一的内侧,用于保证主轴系统轴向精度与承载,满足主轴系统所需轴向受力;主轴系统的中部装有隔环三,用于防止双列圆柱滚子轴承一、双列圆柱滚子轴承二两个轴承腔体内的润滑脂互通。本技术仅需用胶木板轻轻敲击,即可实现主轴轴承的装配与拆卸,拆装方便,结构合理,装配简单,大大提高了圆盘剪的整机装配精度;且1:12的锥孔可以通过配磨内圈压盖一的厚度来调整轴承滚动体与轴承外圈的游隙,能满足不同精度的圆盘剪设备的需求。
技术研发人员:付云龙,王虎,孙小丛,李政,陈雷,邓廷全,王自力
受保护的技术使用者:襄阳博亚精工机器有限公司
技术研发日:20231025
技术公布日:2024/6/26
- 还没有人留言评论。精彩留言会获得点赞!