一种多点式辅助固定结构的焊接工装的制作方法
本技术涉及电池箱加工,特别是一种多点式辅助固定结构的焊接工装。
背景技术:
1、电池箱是由若干单体电池、箱体、电池管理系统及相关安装结构件(设备)等组成的成组电池,具备符合标准的电池箱结构、电池箱监控设备、电池箱接插件、电池箱环控设备等。
2、电池箱箱体在生产过程中,需要对电池箱箱体进行焊接加工,焊接前需要对电池箱箱体进行固定,固定过程中,需要用的固定工装,现有的固定工装结构复杂,操作不便,装夹实现较长,需要花费较多的时间进行装夹,且装夹不稳定,影响电池箱箱体的焊接质量,为此,需要设计一种多点式辅助固定结构的焊接工装。
技术实现思路
1、本实用新型的目的是为了解决上述问题,设计了一种多点式辅助固定结构的焊接工装。
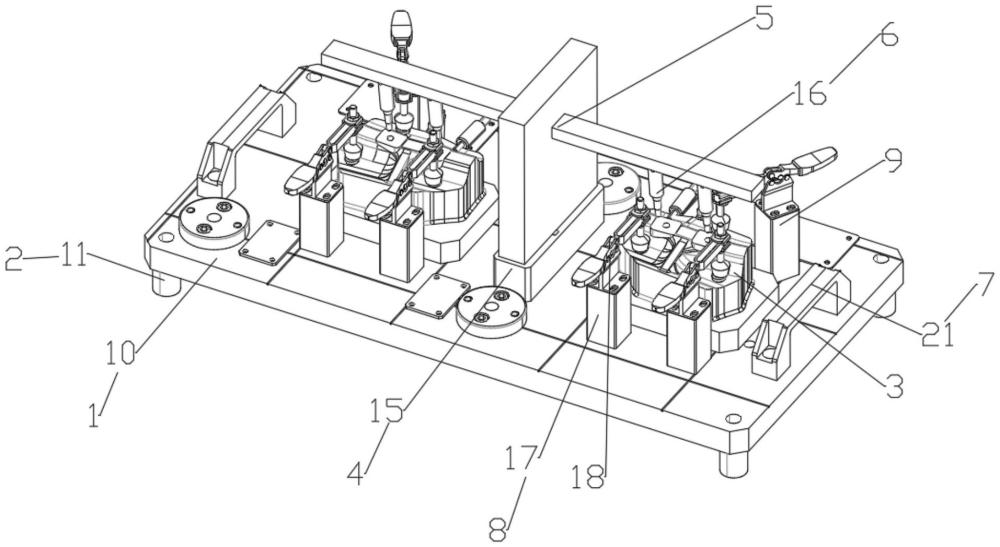
2、实现上述目的本实用新型的技术方案为,一种多点式辅助固定结构的焊接工装,包括安装组件,所述安装组件底部设置有辅助连接组件,所述安装组件上设置有两组箱体定位组件,所述安装组件中部位于两个所述箱体定位组件之间设置有辅助支撑组件,所述辅助支撑组件上设置有焊接支撑架,所述焊接支撑架上设置有焊接组件,所述安装组件的上部两侧设置有辅助搬运组件,所述安装组件上位于所述箱体定位组件前侧设置有若干组前侧快速压紧组件,所述安装组件上位于所述箱体定位组件后侧设置有后侧快速压紧组件。
3、作为本技术方案的进一步描述,所述安装组件包括安装主板,所述安装主板底部四角处设置有辅助连接组件。
4、作为本技术方案的进一步描述,所述辅助连接组件包括设置在安装主板底部四角处的辅助连接柱。
5、作为本技术方案的进一步描述,所述箱体定位组件包括设置在安装组件上的底连接板,所述底连接板上设置有箱体定位凸台,所述箱体定位凸台上设置有箱体内定位面。
6、作为本技术方案的进一步描述,所述辅助支撑组件包括设置在安装组件中部位于两个所述箱体定位组件之间的辅助支撑座,所述辅助支撑座上设置有焊接支撑架。
7、作为本技术方案的进一步描述,所述焊接组件包括设置在焊接支撑架上的多角度焊接机械手。
8、作为本技术方案的进一步描述,所述前侧快速压紧组件包括设置在安装组件上位于所述箱体定位组件前侧的前侧支撑柱,所述前侧支撑柱上设置有前侧快速压紧夹具。
9、作为本技术方案的进一步描述,所述后侧快速压紧组件包括设置在安装组件上位于所述箱体定位组件后侧的后侧支撑柱,所述后侧支撑柱上设置有后侧快速压紧夹具。
10、作为本技术方案的进一步描述,所述辅助搬运组件包括设置在安装组件的上部两侧的辅助搬运把手。
11、其有益效果在于,本技术方案的焊接工装,结构设计巧妙,实用性较强,且操作方便,运用此焊接工装,实现了对电池箱箱体的快速定位、快速装夹,有效提高了电池箱箱体的装夹效率,同时也提高了电池箱箱体装夹的稳定性,也进一步提高了电池箱箱体的焊接质量。
技术特征:
1.一种多点式辅助固定结构的焊接工装,其特征在于,包括安装组件(1),所述安装组件(1)底部设置有辅助连接组件(2),所述安装组件(1)上设置有两组箱体定位组件(3),所述安装组件(1)中部位于两个所述箱体定位组件(3)之间设置有辅助支撑组件(4),所述辅助支撑组件(4)上设置有焊接支撑架(5),所述焊接支撑架(5)上设置有焊接组件(6),所述安装组件(1)的上部两侧设置有辅助搬运组件(7),所述安装组件(1)上位于所述箱体定位组件(3)前侧设置有若干组前侧快速压紧组件(8),所述安装组件(1)上位于所述箱体定位组件(3)后侧设置有后侧快速压紧组件(9)。
2.根据权利要求1所述的一种多点式辅助固定结构的焊接工装,其特征在于,所述安装组件(1)包括安装主板(10),所述安装主板(10)底部四角处设置有辅助连接组件(2)。
3.根据权利要求2所述的一种多点式辅助固定结构的焊接工装,其特征在于,所述辅助连接组件(2)包括设置在安装主板(10)底部四角处的辅助连接柱(11)。
4.根据权利要求1所述的一种多点式辅助固定结构的焊接工装,其特征在于,所述箱体定位组件(3)包括设置在安装组件(1)上的底连接板(12),所述底连接板(12)上设置有箱体定位凸台(13),所述箱体定位凸台(13)上设置有箱体内定位面(14)。
5.根据权利要求1所述的一种多点式辅助固定结构的焊接工装,其特征在于,所述辅助支撑组件(4)包括设置在安装组件(1)中部位于两个所述箱体定位组件(3)之间的辅助支撑座(15),所述辅助支撑座(15)上设置有焊接支撑架(5)。
6.根据权利要求5所述的一种多点式辅助固定结构的焊接工装,其特征在于,所述焊接组件(6)包括设置在焊接支撑架(5)上的多角度焊接机械手(16)。
7.根据权利要求1所述的一种多点式辅助固定结构的焊接工装,其特征在于,所述前侧快速压紧组件(8)包括设置在安装组件(1)上位于所述箱体定位组件(3)前侧的前侧支撑柱(17),所述前侧支撑柱(17)上设置有前侧快速压紧夹具(18)。
8.根据权利要求1所述的一种多点式辅助固定结构的焊接工装,其特征在于,所述后侧快速压紧组件(9)包括设置在安装组件(1)上位于所述箱体定位组件(3)后侧的后侧支撑柱(19),所述后侧支撑柱(19)上设置有后侧快速压紧夹具(20)。
9.根据权利要求1所述的一种多点式辅助固定结构的焊接工装,其特征在于,所述辅助搬运组件(7)包括设置在安装组件(1)的上部两侧的辅助搬运把手(21)。
技术总结
本技术公开了一种多点式辅助固定结构的焊接工装,包括安装组件,安装组件底部设置有辅助连接组件,安装组件上设置有两组箱体定位组件,安装组件中部位于两个所述箱体定位组件之间设置有辅助支撑组件,辅助支撑组件上设置有焊接支撑架,焊接支撑架上设置有焊接组件,安装组件的上部两侧设置有辅助搬运组件,安装组件上位于箱体定位组件前侧设置有若干组前侧快速压紧组件,安装组件上位于箱体定位组件后侧设置有后侧快速压紧组件。本技术方案的焊接工装,结构设计巧妙,实用性较强,且操作方便,运用此焊接工装,实现了对电池箱箱体的快速定位、快速装夹,有效提高了电池箱箱体的装夹效率,同时也提高了电池箱箱体装夹的稳定性。
技术研发人员:鞠小平,万小民,张伟,鞠靓,邹占伟,贺照敏,许祥霖,宋燕清
受保护的技术使用者:宁德恒义工业技术有限公司
技术研发日:20231025
技术公布日:2024/7/23
- 还没有人留言评论。精彩留言会获得点赞!