一种用于找正工件中心的定位装置的制作方法
本技术涉及零件加工,更具体地说,它涉及一种用于找正工件中心的定位装置。
背景技术:
1、工件有中心孔以及同轴多个直径、孔径需加工保证,此类工件常使用立式车床(普通车床)加工可以高效率进行批产。另外,工件在外轮廓无规则(无法用三爪卡盘装夹找正中心)的情况下,常规操作是用四爪夹通过调整爪夹找正工件中心,造成使用立式车床(普通车床)加工找正工件耗时长、操作人员需具备较高的技术能力。
技术实现思路
1、本实用新型要解决的技术问题是针对现有技术的上述不足,本实用新型的目的是提供一种可以提高生产效率的用于找正工件中心的定位装置。
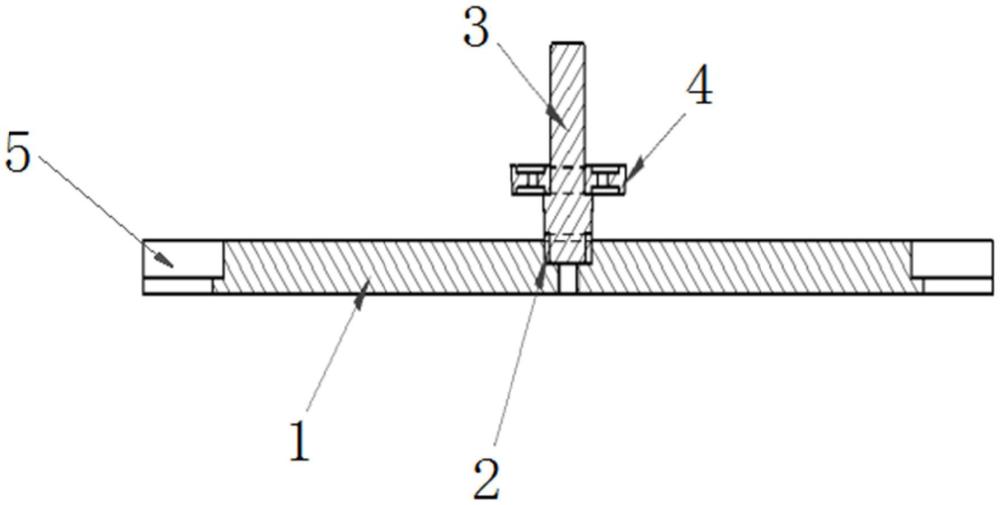
2、本实用新型的技术方案是:一种用于找正工件中心的定位装置,包括底板、衬套,底板设有底板中心孔,衬套的外径与底板中心孔过应配合,底板设有可拆卸的定位心轴,定位心轴下端外径与衬套的内径过渡配合,定位心轴设有定位块,定位块的内径与定位心轴上端外径过渡配合。
3、作为进一步地改进,底板的周边设有凹槽,凹槽通过螺钉固定在立车工作台上。
4、进一步地,定位块为锥形结构,定位块的上端直径大于下端直径。
5、进一步地,衬套、定位心轴、定位块的各定位热处理硬度需达hrc38-42。
6、进一步地,衬套、定位心轴、定位块的各定位位置同轴度需达到精度6级及以上,且各接触面光洁度需达到ra1.6及以上。
7、进一步地,凹槽的数量为四个。
8、进一步地,定位心轴的中间部位的外径大于两端外径。
9、有益效果
10、本实用新型与现有技术相比,具有的优点为:
11、1.本实用新型通过定位心轴和定位块快速找正产品中心,提高生产效率以及操作人员可以快速掌握操作技巧。
12、2.本实用新型使用范围广,可用于各式车床、各式加工中心等设备将工件有效定位后加工。
技术特征:
1.一种用于找正工件中心的定位装置,包括底板(1)、衬套(2),所述底板(1)设有底板中心孔,所述衬套(2)的外径与底板中心孔过盈配合,其特征在于,所述底板(1)设有可拆卸的定位心轴(3),所述定位心轴(3)下端外径与所述衬套(2)的内径过渡配合,所述定位心轴(3)设有定位块(4),所述定位块(4)的内径与定位心轴(3)上端外径过渡配合。
2.根据权利要求1所述的一种用于找正工件中心的定位装置,其特征在于,所述底板(1)的周边设有凹槽(5),所述凹槽(5)通过螺钉固定在立车工作台上。
3.根据权利要求1所述的一种用于找正工件中心的定位装置,其特征在于,所述定位块(4)为锥形结构,所述定位块(4)的上端直径大于下端直径。
4.根据权利要求1所述的一种用于找正工件中心的定位装置,其特征在于,所述衬套(2)、定位心轴(3)、定位块(4)的各定位热处理硬度需达hrc38-42。
5.根据权利要求3所述的一种用于找正工件中心的定位装置,其特征在于,所述衬套(2)、定位心轴(3)、定位块(4)的各定位位置同轴度需达到精度6级及以上,且各接触面光洁度需达到ra1.6及以上。
6.根据权利要求2所述的一种用于找正工件中心的定位装置,其特征在于,所述凹槽(5)的数量为四个。
7.根据权利要求1所述的一种用于找正工件中心的定位装置,其特征在于,所述定位心轴(3)的中间部位的外径大于两端外径。
技术总结
本技术公开了一种用于找正工件中心的定位装置,属于零件加工技术领域,解决现有加工找正工件耗时长,操作人员需具备较高技术能力的问题,装置包括底板、衬套,底板设有底板中心孔,衬套的外径与底板中心孔过盈配合,底板设有可拆卸的定位心轴,定位心轴下端外径与衬套的内径过渡配合,定位心轴设有定位块,定位块的内径与定位心轴上端外径过渡配合。本技术可以快速找正产品中心,提高生产效率以及操作人员可以快速掌握操作技巧。
技术研发人员:黎春南,韦丽叶,丘志朋,何向阳
受保护的技术使用者:广西金创汽车零部件制造有限公司
技术研发日:20231030
技术公布日:2024/6/11
- 还没有人留言评论。精彩留言会获得点赞!