一种汽车门槛加强板冲压模具的制作方法
本技术涉及汽车门槛加强板生产领域,具体为一种汽车门槛加强板冲压模具。
背景技术:
1、冲压模具是在冷冲压加工中,将材料加工为零件(或半成品)的一种特殊工艺装备。冲压,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
2、汽车钢结构的车身门槛位置上,安装有汽车门槛加强板,汽车门槛加强板用于增强汽车门槛位置的结构强度,汽车门槛加强板呈长条形结构,表面与汽车门槛表面造型一致,汽车门槛加强板是将钣金原料通过冲压工艺制成,具体是将钣金原料放置在冲压模具上,冲压上模往下运动冲压钣金原料,得到汽车门槛加强板。
3、现有技术例如申请号为cn201721610481.3的专利公开了一种汽车门槛加强板生产用冲压模具,冲压完成,冲压上模往上运动复位,汽车门槛加强板是紧密的贴合在冲压下模的成型面上,汽车门槛加强板与冲压下模的成型面之间空气稀少,再加之汽车门槛加强板的表面有折弯边和一些起伏结构造成的摩擦力,汽车门槛加强板从冲压下模上取下较为麻烦,增加了工作人员的操作难度。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的在提供一种汽车门槛加强板冲压模具,用于解决现有的汽车门槛加强板冲压模具冲压完成后汽车门槛加强板紧密贴合在冲压下模不方便取下的问题。
2、为解决上述技术问题,本实用新型提供如下技术方案。
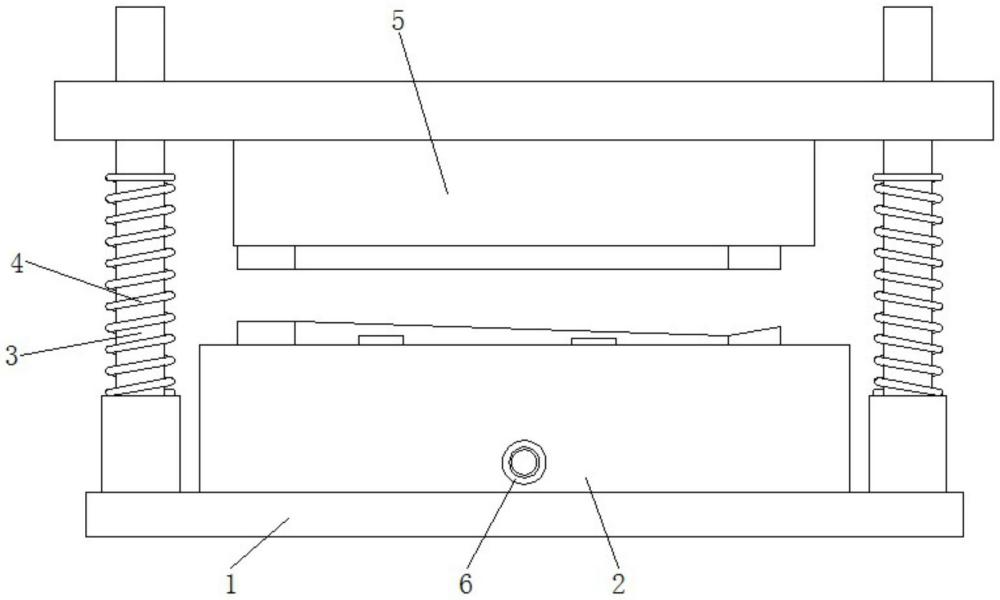
3、本实用新型提供一种汽车门槛加强板冲压模具,包括固定在固定座上表面的冲压下模和位于冲压下模正上方的冲压上模,所述固定座的上表面竖直设置有导柱,所述冲压上模对应导柱的位置处设置有导套,所述导柱与导套活动插接;
4、所述冲压下模的外壁上设置有通过连接气管与气泵相连的进气嘴,所述冲压下模的顶部设置有出气孔,所述冲压下模内部设置有气道,所述气道的一端连通进气嘴、另一端连通出气孔。
5、优选的,所述导柱上套设有弹簧,所述弹簧位于冲压上模的下方。
6、优选的,所述气道呈“l”型,所述气道的截面口径从靠近进气嘴的一端至靠近出气孔的一端逐渐减小。
7、优选的,所述进气嘴位于冲压下模的外壁上靠近底部的位置处,所述气道的水平段位于冲压下模内靠近底部的位置处。
8、与现有技术相比,本实用新型具备以下有益效果:
9、气流通过气道和导套,上顶贴合在冲压下模上的汽车门槛加强板,使空气进入冲压下模和汽车门槛加强板之间,消除了冲压下模和汽车门槛加强板之间的负压,对工作人员取下汽车门槛加强板时进行助力,方便工作人员将汽车门槛加强板取下,解决了现有的汽车门槛加强板冲压模具冲压完成后汽车门槛加强板紧密贴合在冲压下模不方便取下的问题。
技术特征:
1.一种汽车门槛加强板冲压模具,包括固定在固定座(1)上表面的冲压下模(2)和位于冲压下模(2)正上方的冲压上模(5),其特征在于:所述固定座(1)的上表面竖直设置有导柱(3),所述冲压上模(5)对应导柱(3)的位置处设置有导套(9),所述导柱(3)与导套(9)活动插接;
2.根据权利要求1所述的一种汽车门槛加强板冲压模具,其特征在于:所述导柱(3)上套设有弹簧(4),所述弹簧(4)位于冲压上模(5)的下方。
技术总结
本技术公开了一种汽车门槛加强板冲压模具,包括固定在固定座上表面的冲压下模和位于冲压下模正上方的冲压上模,固定座的上表面竖直设置有导柱,冲压上模对应导柱的位置处设置有导套,导柱与导套活动插接;冲压下模的外壁上设置有通过连接气管与气泵相连的进气嘴,冲压下模的顶部设置有出气孔,冲压下模内部设置有气道,气道的一端连通进气嘴、另一端连通出气孔。气流通过气道和导套,上顶贴合在冲压下模上的汽车门槛加强板,使空气进入冲压下模和汽车门槛加强板之间,消除了冲压下模和汽车门槛加强板之间的负压,便于成形加工。
技术研发人员:董思龙
受保护的技术使用者:宣城市华风机械有限责任公司
技术研发日:20231102
技术公布日:2024/9/17
- 还没有人留言评论。精彩留言会获得点赞!