焊接装置的制作方法
本申请涉及电池生产,特别是涉及一种焊接装置。
背景技术:
1、电池的生产效率与电芯产线设计和生产工序密切相关。一般电池焊接产线包含上料工序、电芯定位工序和焊接工序。常见的电芯定位工序通过抓取机构对电芯进行定位,这样的定位方式定位精度较差,致使电芯流转至焊接工位时,需激光器对电芯重新定位,增加了焊接工序的时长,影响生产效率。
技术实现思路
1、基于此,有必要针对电芯进入激光焊接工位时定位精度差的问题,提供一种焊接工序短、生产效率高的焊接装置。
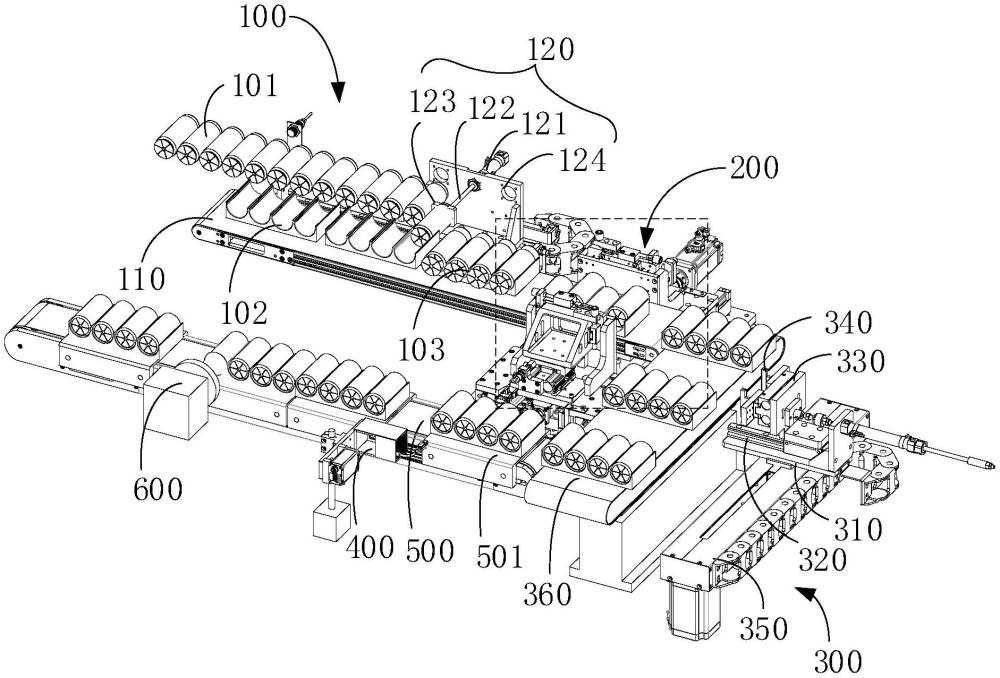
2、一种焊接装置,所述焊接装置包括:
3、组装组件,包括治具和推杆机构,所述治具设有至少一个凹槽,所述推杆机构用于将平置的电芯推送至所述凹槽中,以组成电芯组;
4、定位调节组件,两个所述定位调节组件分别设置在所述电芯组的轴向端部的两侧,所述定位调节组件包括相互连接的第一移动副和压板,所述压板与所述电芯的端部相对,所述第一移动副设置为带动压板做移动运动,所述压板用于与同一电芯组内的电芯的端部抵接;
5、间隙调节组件,包括磁悬浮动子,用于接收所述电芯组并调整所述电芯组的输送速度并将其输送至焊接工位;
6、焊接组件,包括激光器,用于对所述电芯进行焊接。
7、在其中一个实施例中,所述组装组件还包括第一输送段,所述治具放置在所述第一输送段上,所述第一输送段用于输送所述电芯组至与所述压板相对的位置处。
8、在其中一个实施例中,所述推杆机构包括第一驱动件、伸缩杆和第一抵接件,所述第一驱动件与所述伸缩杆驱动连接,所述伸缩杆的输出端与所述第一抵接件连接,所述第一抵接件用于与所述电芯的远离所述治具的一端部抵接。
9、在其中一个实施例中,所述推杆机构还包括支撑件,所述第一驱动件设置在所述支撑件上,所述第一驱动件与所述支撑件的连接处的位置与所述电芯的端部相对。
10、在其中一个实施例中,所述定位调节组件还包括第二驱动件,所述第二驱动件与所述第一移动副驱动连接;和/或,
11、所述定位调节组件还包括支架,所述支架包括相互连接的底板、侧板和连接肋板,所述连接肋板的两侧壁分别连接所述底板和所述侧板,所述底板与所述第一移动副连接,所述压板设置在所述侧板的靠近所述电芯组的一侧;和/或,
12、两个所述定位调节组件的所述压板上均设置感应部件。
13、在其中一个实施例中,所述焊接装置还包括识别组件,所述识别组件用于识别相邻所述电芯组之间的间隙。
14、在其中一个实施例中,所述焊接装置还包括上料组件,所述上料组件设置在所述定位调节组件与所述间隙调节组件之间,所述上料组件包括第二输送段、位置感应件、第三驱动件、第二移动副及第二抵接件,所述第二输送段用于将所述电芯组输送至与所述第二抵接件相对的位置处,所述第二输送段的输送方向与所述磁悬浮动子的输送方向垂直设置;所述位置感应件用于检测所述电芯组的位置,所述第三驱动件与所述第二移动副驱动连接,所述第二移动副与所述第二抵接件连接并带动所述第二抵接件做移动,所述第二抵接件用于将所述电芯组推送至所述磁悬浮动子上。
15、在其中一个实施例中,所述上料组件还包括调节板,所述调节板与所述第二移动副连接,所述调节板上设置至少两个连接位,所述第二抵接件设置在所述连接位上并与所述调节板可拆卸连接;和/或,
16、所述上料组件还包括支座,所述第二移动副与所述支座可拆卸连接。
17、在其中一个实施例中,所述焊接装置还包括下料组件,所述下料组件用于接收磁悬浮动子输送的电芯组。
18、在其中一个实施例中,所述电芯平置于所述凹槽内,并且所述电芯的两端面与所述定位调节组件的压板平行或接近平行设置。
19、上述的焊接装置,通过组装组件将电芯与治具组装形成电芯组,将电芯组送至定位调节组件进行对电芯的轴向定位,使一个电芯组内的各个电芯的端部对齐,提高电芯的轴向位置精度。将轴向定位后的电芯组送至间隙调节组件,对电芯组之间的间隙进行调节,使相邻电芯组之间的间隙与相邻电芯之间的间隙一致,提高各个电芯组的位置精度,方便激光器对流转至焊接工位的各电芯进行集流盘焊接。激光器的位置可以固定,焊接时无需相对各个电芯进行重新定位,减少了焊接工序的时长,提高了生产效率。其中,组装组件包括治具和推杆机构,每个治具设有多个凹槽,通过推杆机构推动电芯,能够将平置的电芯推入治具的凹槽中,组成电芯组。在第一移动副的带动下,两个定位调节组件的压板能够同时与电芯组内各个电芯的端部抵接,将各个电芯的端部压至相互对齐,完成对电芯组内各个电芯的轴向定位,提高电芯的轴向位置精度。间隙调节组件的磁悬浮动子能够接收轴向定位后的电芯组,每个磁悬浮动子控制一个电芯组的输送,通过调节磁悬浮动子的输送速度,改变电芯组之间的间隙距离,使电芯组之间的间隙与相邻电芯之间的间隙一致,提高电芯组的位置精度。当电芯组到达焊机工位时,激光器无需对每个电芯再次进行定位,可对流转过来的各个电芯逐一进行激光焊接,减小了焊接工序的时长,提高了生产效率。
技术特征:
1.一种焊接装置,其特征在于,所述焊接装置包括:
2.根据权利要求1所述的焊接装置,其特征在于,所述组装组件还包括第一输送段,所述治具放置在所述第一输送段上,所述第一输送段用于输送所述电芯组至与所述压板相对的位置处。
3.根据权利要求1所述的焊接装置,其特征在于,所述推杆机构包括第一驱动件、伸缩杆和第一抵接件,所述第一驱动件与所述伸缩杆驱动连接,所述伸缩杆的输出端与所述第一抵接件连接,所述第一抵接件用于与所述电芯的远离所述治具的一端部抵接。
4.根据权利要求3所述的焊接装置,其特征在于,所述推杆机构还包括支撑件,所述第一驱动件设置在所述支撑件上,所述第一驱动件与所述支撑件的连接处的位置与所述电芯的端部相对。
5.根据权利要求1所述的焊接装置,其特征在于,所述定位调节组件还包括第二驱动件,所述第二驱动件与所述第一移动副驱动连接;和/或,
6.根据权利要求1所述的焊接装置,其特征在于,所述焊接装置还包括识别组件,所述识别组件用于识别相邻所述电芯组之间的间隙。
7.根据权利要求1所述的焊接装置,其特征在于,所述焊接装置还包括上料组件,所述上料组件设置在所述定位调节组件与所述间隙调节组件之间,所述上料组件包括第二输送段、位置感应件、第三驱动件、第二移动副及第二抵接件,所述第二输送段用于将所述电芯组输送至与所述第二抵接件相对的位置处,所述第二输送段的输送方向与所述磁悬浮动子的输送方向垂直设置;所述位置感应件用于检测所述电芯组的位置,所述第三驱动件与所述第二移动副驱动连接,所述第二移动副与所述第二抵接件连接并带动所述第二抵接件做移动,所述第二抵接件用于将所述电芯组推送至所述磁悬浮动子上。
8.根据权利要求7所述的焊接装置,其特征在于,所述上料组件还包括调节板,所述调节板与所述第二移动副连接,所述调节板上设置至少两个连接位,所述第二抵接件设置在所述连接位上并与所述调节板可拆卸连接;和/或,
9.根据权利要求1所述的焊接装置,其特征在于,所述焊接装置还包括下料组件,所述下料组件用于接收磁悬浮动子输送的电芯组。
10.根据权利要求1至9任一项所述的焊接装置,其特征在于,所述电芯平置于所述凹槽内,并且所述电芯的两端面与所述定位调节组件的压板平行或接近平行设置。
技术总结
本申请涉及一种焊接装置,包括组装组件、定位调节组件、间隙调节组件和焊接组件。组装组件包括治具和推杆机构,所述治具设有至少一个凹槽,所述推杆机构用于将平置的电芯推送至所述凹槽中,以组成电芯组;两个所述定位调节组件分别设置在所述电芯组的两侧,所述定位调节组件包括相互连接的第一移动副和压板,所述压板与所述电芯的端部相对,所述第一移动副设置为带动压板做移动运动,所述压板用于与同一电芯组内的电芯的端部抵接;间隙调节组件包括磁悬浮动子,用于接收电芯组并调整电芯组的输送速度并将其输送至焊接工位;焊接组件包括激光器,用于对电芯端部的集流盘进行焊接。该焊接装置能提高流转至焊接工位的电芯位置精度。
技术研发人员:陈斌,宁海龙,陈春强,武永顶,黄晓,李明明
受保护的技术使用者:蔚来电池科技(安徽)有限公司
技术研发日:20231102
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!