一种汽车弯曲零件缩口成型装置的制作方法
本技术属于弯管加工,具体而言,涉及一种汽车弯曲零件缩口成型装置。
背景技术:
1、缩口是将预先拉伸好的圆筒形工件或者管形工件通过缩口模具将其口部直径缩小的一种成形工艺;对汽车的弯曲零件进行缩口时,为了保证加工的精确度,需要将弯曲零件进行夹持定位,现有的装置一般只能对一些形状比较规则的零件进行夹持固定,或者对特定弯折角度的零件进行固定,在实际的使用过程中弯曲零件的弯折角度不同;
2、现有的装置不便于调节夹持块的位置,因此不便于针对弯折度不同的零件进行夹持,若弯折角度改变则重新更换新的夹具则会造成资源的浪费。
技术实现思路
1、有鉴于此,本实用新型提供一种汽车弯曲零件缩口成型装置,用于解决现有的装置不便于调节夹持块的位置,因此不便于针对弯折度不同的零件进行夹持的技术问题。
2、本实用新型是这样实现的:
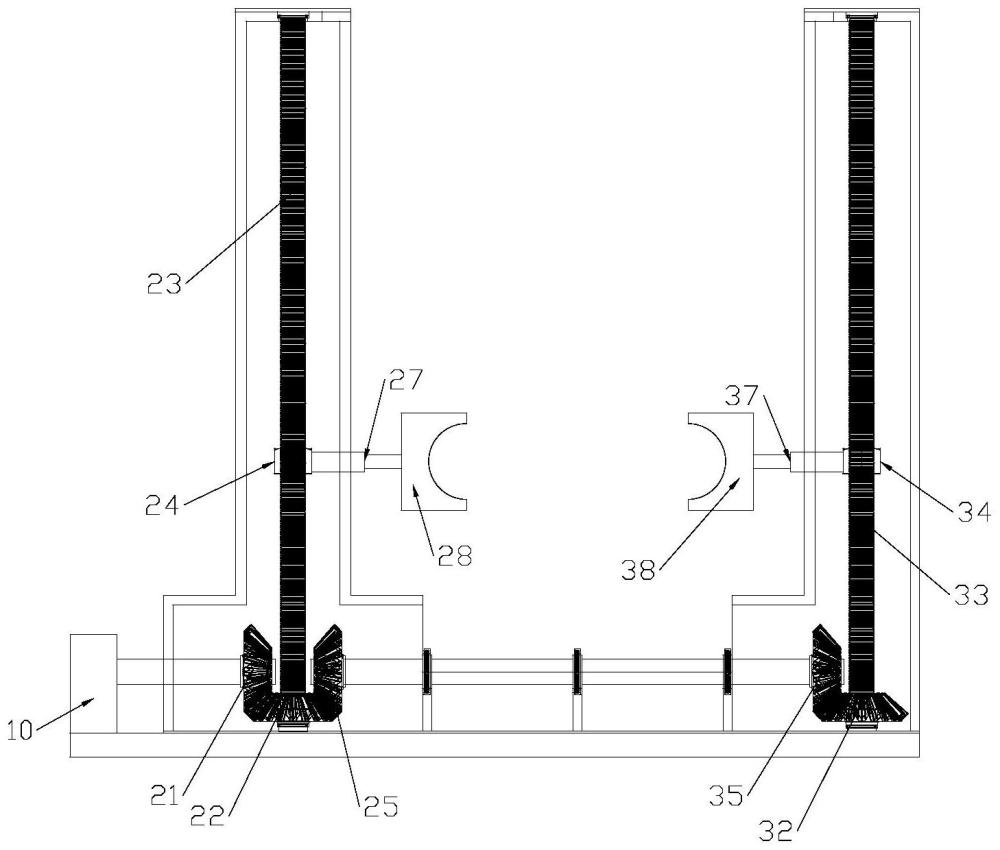
3、本实用新型提供一种汽车弯曲零件缩口成型装置,具有底板,其中,所述底板上固定安装有多组螺旋升降机构,所述螺旋升降机构包括固定安装在所述底板上的驱动电机、左箱体和右箱体,所述左箱体与所述右箱体均为中空结构,所述左箱体内转动连接有左从动轮,所述左从动轮上固定安装有左螺杆,所述左螺杆上螺纹连接有左升降柱,所述左升降柱上设有左夹持块,所述左从动轮的左侧啮合有主动锥齿轮,所述左从动轮的右侧啮合有左传动轮;
4、所述右箱体内转动连接有右从动轮,所述右从动轮上固定安装有右螺杆,所述右螺杆上螺纹连接有右升降柱,所述右升降柱上设有右夹持块,所述右从动轮的左侧啮合有右传动轮;
5、所述驱动电机的输出轴贯穿所述左箱体左侧壁与所述左箱体转动连接、且与所述主动锥齿轮固定连接,所述左传动轮上固定连接有传动杆的一端,所述传动杆的另一端与所述右传动轮固定连接。
6、在上述技术方案的基础上,本实用新型的一种汽车弯曲零件缩口成型装置还可以做如下改进:
7、进一步,所述左箱体的右侧壁上开设有左滑道,所述左升降柱上固定安装有左伸缩杆,所述左伸缩杆穿过所述左滑道且端部固定安装有左夹持块。
8、进一步,所述右箱体的左侧壁上开设有右滑道,所述右升降柱上固定安装有右伸缩杆,所述右伸缩杆穿过所述右滑道且端部固定安装有右夹持块。
9、进一步,所述左夹持块与所述右夹持块结构相同,所述左夹持块与所述右夹持块相对的一面均开设有弧形槽。
10、进一步,所述传动杆的两端分别贯穿所述左箱体和所述右箱体的侧壁、且与所述左箱体和所述右箱体转动连接。
11、进一步,所述传动杆的下方设有支撑箱,所述支撑箱内等距分布有多个弧形隔板。
12、与现有技术相比较,本实用新型提供的一种汽车弯曲零件缩口成型装置的有益效果是:通过设置多个螺旋升降机构,且螺旋升降机构上的左夹持块、右夹持块高度可调节,便于对弯曲零件的多个部位进行夹持,提高夹持的稳定性;
13、通过设置传动杆,传动杆上固定安装的左传动轮与右传动轮分别与左从动轮和右从动轮啮合,能够实现两侧同步调节,避免出现同一部位的夹持高低不同。通过设置支撑箱用于支撑传动杆。
技术特征:
1.一种汽车弯曲零件缩口成型装置,具有底板(1),其特征在于,所述底板(1)上固定安装有多组螺旋升降机构(11),所述螺旋升降机构(11)包括固定安装在所述底板(1)上的驱动电机(10)、左箱体(2)和右箱体(3),所述左箱体(2)与所述右箱体(3)均为中空结构,所述左箱体(2)内转动连接有左从动轮(22),所述左从动轮(22)上固定安装有左螺杆(23),所述左螺杆(23)上螺纹连接有左升降柱(24),所述左升降柱(24)上设有左夹持块(28),所述左从动轮(22)的左侧啮合有主动锥齿轮(21),所述左从动轮(22)的右侧啮合有左传动轮(25);
2.根据权利要求1所述的一种汽车弯曲零件缩口成型装置,其特征在于,所述左箱体(2)的右侧壁上开设有左滑道(26),所述左升降柱(24)上固定安装有左伸缩杆(27),所述左伸缩杆(27)穿过所述左滑道(26)且端部固定安装有左夹持块(28)。
3.根据权利要求2所述的一种汽车弯曲零件缩口成型装置,其特征在于,所述右箱体(3)的左侧壁上开设有右滑道(36),所述右升降柱(34)上固定安装有右伸缩杆(37),所述右伸缩杆(37)穿过所述右滑道(36)且端部固定安装有右夹持块(38)。
4.根据权利要求3所述的一种汽车弯曲零件缩口成型装置,其特征在于,所述左夹持块(28)与所述右夹持块(38)结构相同,所述左夹持块(28)与所述右夹持块(38)相对的一面均开设有弧形槽。
5.根据权利要求1所述的一种汽车弯曲零件缩口成型装置,其特征在于,所述传动杆(31)的两端分别贯穿所述左箱体(2)和所述右箱体(3)的侧壁、且与所述左箱体(2)和所述右箱体(3)转动连接。
6.根据权利要求5所述的一种汽车弯曲零件缩口成型装置,其特征在于,所述传动杆(31)的下方设有支撑箱(4),所述支撑箱(4)内等距分布有多个弧形隔板(41)。
技术总结
本技术提供了一种汽车弯曲零件缩口成型装置,属于弯管加工技术领域,该汽车弯曲零件缩口成型装置底板上固定安装有多组螺旋升降机构,螺旋升降机构包括固定安装述底板上的驱动电机、左箱体和右箱体,左箱体与右箱体均为中空结构,左箱体内转动连接有左从动轮,左从动轮上固定安装有左螺杆,左螺杆上螺纹连接有左升降柱,左从动轮的左侧啮合有主动锥齿轮,左从动轮的右侧啮合有左传动轮;右箱体内转动连接有右从动轮,右从动轮上固定安装有右螺杆,右螺杆上螺纹连接有右升降柱,右从动轮的左侧啮合有右传动轮;本技术解决现有的装置不便于调节夹持块的位置,因此不便于针对弯折度不同的零件进行夹持的技术问题。
技术研发人员:穆延锋,袁曙光
受保护的技术使用者:青岛世冠装备科技有限公司
技术研发日:20231107
技术公布日:2024/6/20
- 还没有人留言评论。精彩留言会获得点赞!