一种不锈钢折弯挠度精确补偿控制机构的制作方法
本技术涉及折弯机,具体来说,涉及一种不锈钢折弯挠度精确补偿控制机构。
背景技术:
1、折弯机是一种常用的加工机械,尤其在薄板的加工过程中其应用便捷,加工效率高,但是由于加工过程中刀具和模具受力不均,刀具会出现向上凹陷的挠度变形,而模具会出现向下凹陷的挠度变形,尤其在折弯机跨度较大时这种挠度变形更加明显,对加工的精度影响非常大。现有的挠度补偿方法通常采用工作台预先加凸,楔形滑块加凸等方法对工作台进行预先的挠度补偿或者可以进行简单的自动调整,而这些方法无法满足日益提高的加工精度要求及多工位加工时不同工位挠度补偿的需要。
2、针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现思路
1、针对相关技术中的问题,本实用新型提出一种不锈钢折弯挠度精确补偿控制机构,以克服现有相关技术所存在的上述技术问题。
2、为此,本实用新型采用的具体技术方案如下:
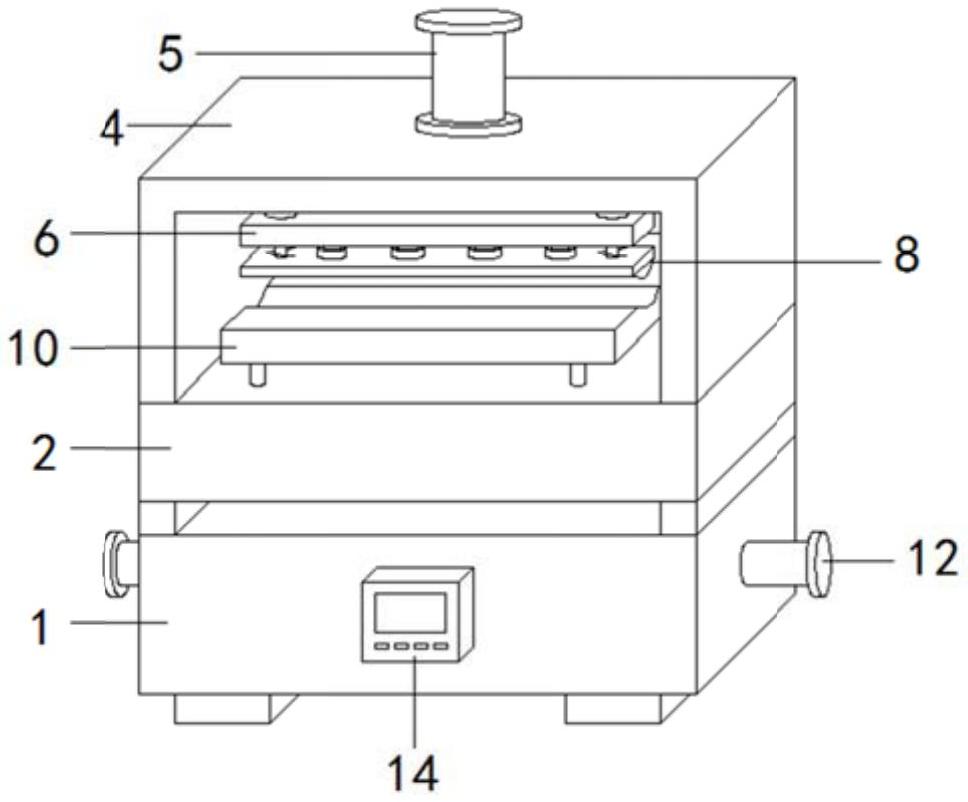
3、一种不锈钢折弯挠度精确补偿控制机构,包括液压油箱,所述液压油箱顶部通过立板固定连接有矩形台,所述矩形台内腔设有液压补偿组件,所述矩形台顶部固定设有机架,所述机架顶部固定设有第一液压杆,所述第一液压杆底端固定连接有升降板,所述升降板底部通过缓冲组件连接有折弯上模具,所述折弯上模具顶部等距设有第一压力传感器,所述矩形台顶部通过立柱固定连接有折弯下模具,所述折弯下模具底部等距固定设有第二压力传感器,所述液压油箱两侧对称设有挤压机构,所述液压油箱内腔设有液压油,所述液压油箱表面设有单片机控制器。
4、作为优选,所述挤压机构包括第二液压杆,所述第二液压杆一端固定连接有挤压板。
5、作为优选,所述挤压板的尺寸与液压油箱内腔的尺寸相匹配。
6、作为优选,所述液压补偿组件包括液压油腔,所述液压油腔内腔设有活塞板,所述活塞板顶部固定设有顶杆,所述液压油腔底部贯通连接有进油管,所述进油管上设有比例阀。
7、作为优选,所述缓冲组件包括销杆,且所述销杆活动穿插设置在升降板两端,所述销杆底端外侧套设有缓冲弹簧。
8、作为优选,所述第一压力传感器、单片机控制器、第二液压杆、比例阀、第二压力传感器之间通过导线连接。
9、本实用新型的有益效果为:1、当第一液压杆通过升降板带动折弯上模具下移对不锈钢进行折弯时第一压力传感器可以对折弯上模具各点处的挠度力的大小进行检测,第一压力传感器把检测的力的大小传输给单片机控制器,单片机控制器对数据进行分析处理后可以控制第二液压杆伸缩对液压油进行挤压,对液压油进行挤压的同时打开比例阀对液压油腔内注入液压油后通过顶杆即可对折弯下模具各点处进行支撑,通过第二压力传感器可以对顶杆的支撑力的大小进行检测,当支撑力与第一压力传感器检测的力的大小相同时单片机控制器会自动关闭比例阀,可以高效快速的对折弯下模具进行折弯挠度补偿,操作方便;
10、2、通过设置缓冲组件,缓冲组件可以对折弯上模具进行缓冲保护,可以避免对不锈钢进行折弯时折弯上模具剧烈撞击折弯下模具造成损坏。
技术特征:
1.一种不锈钢折弯挠度精确补偿控制机构,包括液压油箱(1),其特征在于:所述液压油箱(1)顶部通过立板固定连接有矩形台(2),所述矩形台(2)内腔设有液压补偿组件(3),所述矩形台(2)顶部固定设有机架(4),所述机架(4)顶部固定设有第一液压杆(5),所述第一液压杆(5)底端固定连接有升降板(6),所述升降板(6)底部通过缓冲组件(7)连接有折弯上模具(8),所述折弯上模具(8)顶部等距设有第一压力传感器(9),所述矩形台(2)顶部通过立柱固定连接有折弯下模具(10),所述折弯下模具(10)底部等距固定设有第二压力传感器(11),所述液压油箱(1)两侧对称设有挤压机构(12),所述液压油箱(1)内腔设有液压油(13),所述液压油箱(1)表面设有单片机控制器(14)。
2.根据权利要求1所述的一种不锈钢折弯挠度精确补偿控制机构,其特征在于:所述挤压机构(12)包括第二液压杆(15),所述第二液压杆(15)一端固定连接有挤压板(16)。
3.根据权利要求2所述的一种不锈钢折弯挠度精确补偿控制机构,其特征在于:所述挤压板(16)的尺寸与液压油箱(1)内腔的尺寸相匹配。
4.根据权利要求3所述的一种不锈钢折弯挠度精确补偿控制机构,其特征在于:所述液压补偿组件(3)包括液压油腔(17),所述液压油腔(17)内腔设有活塞板(18),所述活塞板(18)顶部固定设有顶杆(19),所述液压油腔(17)底部贯通连接有进油管(20),所述进油管(20)上设有比例阀(21)。
5.根据权利要求4所述的一种不锈钢折弯挠度精确补偿控制机构,其特征在于:所述缓冲组件(7)包括销杆(22),且所述销杆(22)活动穿插设置在升降板(6)两端,所述销杆(22)底端外侧套设有缓冲弹簧(23)。
6.根据权利要求5所述的一种不锈钢折弯挠度精确补偿控制机构,其特征在于:所述第一压力传感器(9)、单片机控制器(14)、第二液压杆(15)、比例阀(21)、第二压力传感器(11)之间通过导线连接。
技术总结
本技术公开了一种不锈钢折弯挠度精确补偿控制机构,包括液压油箱,所述液压油箱顶部通过立板固定连接有矩形台,第一压力传感器可以对折弯上模具各点处的挠度力的大小进行检测,第一压力传感器把检测的力的大小传输给单片机控制器,单片机控制器对数据进行分析处理后可以控制第二液压杆伸缩对液压油进行挤压,对液压油进行挤压的同时打开比例阀对液压油腔内注入液压油后通过顶杆即可对折弯下模具各点处进行支撑,通过第二压力传感器可以对顶杆的支撑力的大小进行检测,当支撑力与第一压力传感器检测的力的大小相同时单片机控制器会自动关闭比例阀,可以高效快速的对折弯下模具进行折弯挠度补偿。
技术研发人员:黄雪平
受保护的技术使用者:江西精英厨房工程有限公司
技术研发日:20231108
技术公布日:2024/6/2
- 还没有人留言评论。精彩留言会获得点赞!