一种自卸车车厢车顶焊接设备的制作方法
本技术涉及机械加工的,特别是涉及一种自卸车车厢车顶焊接设备。
背景技术:
1、目前许多领域还存在用手工焊接或者采用半自动焊接,其工作效率低,占用了大量的人力,同时劳动强度大。并且在对自卸车车厢板的焊接过程中,由于车厢板有大量不规则的焊缝。
2、现有技术中,申请号为201911160501.5的文件,其公开了一种自卸车箱板的焊接装置,包括矩形的底板,底板的四个顶点处设有立柱,底板一侧的两个立柱上端之间固定有支板,支板平行于底板的长度方向,支板上设有第一驱动组件,第一驱动组件的输出端设有倒u形的固定座,第一驱动组件用于驱动固定座沿着支板的长度方向移动,固定座的两端内壁设有第二驱动组件,第二驱动组件的输出端设有焊枪,第二驱动组件用于驱动焊枪上下移动,底板的上端沿其长度等距设有多个支柱。
3、使用过程中发现,上述装置在对车厢车顶板进行焊接时,需要对车顶板进行上料和卸料,影响焊接效率,因此发明一种可以连续送料的自卸车车厢车顶焊接设备十分有必要。
技术实现思路
1、为解决上述技术问题,本实用新型提供一种提高加工效率的自卸车车厢车顶焊接设备。
2、本实用新型的一种自卸车车厢车顶焊接设备,包括输送架和底板,底板顶端设置有输送架,还包括横向传送组件、焊接组件和立直组件,输送架顶端设置有多组横向传动组件,横向传动组件等间距设置在输送架顶端,输送架上设置有立直组件,底板顶端设置有焊接组件,焊接组件在输送架的前侧;将车顶板放置在多组横向传动组件上,横向组件对车顶板由左至右移动,当车顶板移动到立直组件内侧时,立直组件对车顶板进行立直,之后,操作焊接组件在底板上由右至左移动对立直的车顶板的内侧进行焊接,焊接完毕后,立直组件使车顶板呈水平放置在横向移动组件上继续向右移动,提高便捷性。
3、优选的,横向移动组件包括立板、导辊、转轴、一号电机、链轮和链条,输送架顶端设置有两组立板,两组立板之间转动设置有两组转轴,每组转轴上分别设置有一组导辊,输送架顶端设置有一号电机,一号电机的输出端与一组转轴的后端连接,每组转轴上分别设置有一组链轮,两组链轮通过链条传动;启动多组一号电机,从而使两组转轴通过相对应的链轮和链条同步转动,进一步使多组导辊进行转动,多组导辊相互配合对车顶板进行传送,提高便捷性。
4、优选的,立直组件包括支板、转动轴、侧板、横板、l型卡板、一号齿轮、二号齿轮和二号电机,输送架顶端前部设置有两组支板,两组支板之间转动设置有转动轴,转动轴上设置有三组侧板,每组侧板上设置有横板,每组横板上设置有l型卡板,支板的两侧端分别设置有二号电机,每组二号电机的输出端分别设置有二号齿轮,转动轴的两端分别设置有一号齿轮,二号齿轮分别与相靠近的一号齿轮啮合;车顶板在多组导辊的配合下输送至三组l型卡板和三组横板的内侧,并且车顶板在两组支板之间,启动两组二号电机,从而使两组二号齿轮分别带动相啮合的一号齿轮转动,进一步使转动轴带动三组侧板、三组横板和三组l型卡板进行九十度的立直,进一步使车顶板进行九十度的立直,提高便捷性。
5、优选的,焊接组件包括滑轨、移动车和激光自动焊机,底板的顶端设置有滑轨,移动车滑动设置在滑轨上,移动车顶端设置有激光自动焊机;车顶板立直后,移动车在滑轨的配合下由右至左移动,同时激光自动焊机对车顶板内侧进行焊接操作,提高加工效率。
6、优选的,还包括可调脚,所述底板的底端四角分别设置有可调脚;四组可调脚对底板进行稳定支撑,提高稳定性。
7、优选的,还包括支撑座,底板的顶端设置有三组支撑座,支撑座在输送架的内侧,并且每组支撑座分别与一组横板的底端接触;横板进行水平设置时,三组支撑座对相对应的横板进行支撑。
8、优选的,所述导辊的外侧壁设置有耐磨涂层;耐磨涂层提高导辊的耐磨性,提高使用寿命。
9、与现有技术相比本实用新型的有益效果为:将车顶板放置在多组横向传动组件上,横向组件对车顶板由左至右移动,当车顶板移动到立直组件内侧时,立直组件对车顶板进行立直,之后,操作焊接组件在底板上由右至左移动对立直的车顶板的内侧进行焊接,焊接完毕后,立直组件使车顶板呈水平放置在横向移动组件上继续向右移动,提高便捷性。
技术特征:
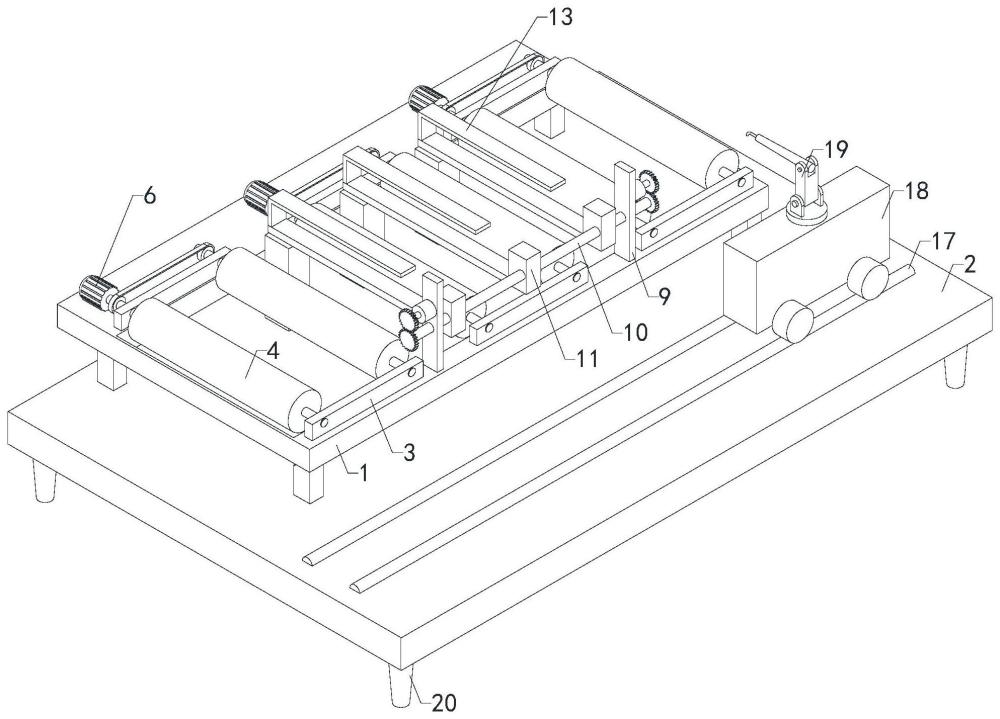
1.一种自卸车车厢车顶焊接设备,包括输送架(1)和底板(2),底板(2)顶端设置有输送架(1),其特征在于,还包括横向传送组件、焊接组件和立直组件,输送架(1)顶端设置有多组横向传动组件,横向传动组件等间距设置在输送架(1)顶端,输送架(1)上设置有立直组件,底板(2)顶端设置有焊接组件,焊接组件在输送架(1)的前侧。
2.如权利要求1所述的一种自卸车车厢车顶焊接设备,其特征在于,横向移动组件包括立板(3)、导辊(4)、转轴(5)、一号电机(6)、链轮(7)和链条(8),输送架(1)顶端设置有两组立板(3),两组立板(3)之间转动设置有两组转轴(5),每组转轴(5)上分别设置有一组导辊(4),输送架(1)顶端设置有一号电机(6),一号电机(6)的输出端与一组转轴(5)的后端连接,每组转轴(5)上分别设置有一组链轮(7),两组链轮(7)通过链条(8)传动。
3.如权利要求1所述的一种自卸车车厢车顶焊接设备,其特征在于,立直组件包括支板(9)、转动轴(10)、侧板(11)、横板(12)、l型卡板(13)、一号齿轮(14)、二号齿轮(15)和二号电机(16),输送架(1)顶端前部设置有两组支板(9),两组支板(9)之间转动设置有转动轴(10),转动轴(10)上设置有三组侧板(11),每组侧板(11)上设置有横板(12),每组横板(12)上设置有l型卡板(13),支板(9)的两侧端分别设置有二号电机(16),每组二号电机(16)的输出端分别设置有二号齿轮(15),转动轴(10)的两端分别设置有一号齿轮(14),二号齿轮(15)分别与相靠近的一号齿轮(14)啮合。
4.如权利要求1所述的一种自卸车车厢车顶焊接设备,其特征在于,焊接组件包括滑轨(17)、移动车(18)和激光自动焊机(19),底板(2)的顶端设置有滑轨(17),移动车(18)滑动设置在滑轨(17)上,移动车(18)顶端设置有激光自动焊机(19)。
5.如权利要求1所述的一种自卸车车厢车顶焊接设备,其特征在于,还包括可调脚(20),所述底板(2)的底端四角分别设置有可调脚(20)。
6.如权利要求3所述的一种自卸车车厢车顶焊接设备,其特征在于,还包括支撑座(21),底板(2)的顶端设置有三组支撑座(21),支撑座(21)在输送架(1)的内侧,并且每组支撑座(21)分别与一组横板(12)的底端接触。
7.如权利要求2所述的一种自卸车车厢车顶焊接设备,其特征在于,所述导辊(4)的外侧壁设置有耐磨涂层。
技术总结
本技术涉及机械加工的技术领域,特别是涉及一种自卸车车厢车顶焊接设备,其将车顶板放置在多组横向传动组件上,横向组件对车顶板由左至右移动,当车顶板移动到立直组件内侧时,立直组件对车顶板进行立直,之后,操作焊接组件在底板上由右至左移动对立直的车顶板的内侧进行焊接,焊接完毕后,立直组件使车顶板呈水平放置在横向移动组件上继续向右移动,提高便捷性;包括输送架和底板,底板顶端设置有输送架,还包括横向传送组件、焊接组件和立直组件,输送架顶端设置有多组横向传动组件,横向传动组件等间距设置在输送架顶端,输送架上设置有立直组件,底板顶端设置有焊接组件,焊接组件在输送架的前侧。
技术研发人员:秦克欣,李红宾,刘焕波
受保护的技术使用者:山东乾龙汽车科技有限公司
技术研发日:20231109
技术公布日:2024/6/2
- 还没有人留言评论。精彩留言会获得点赞!