一种激光焊接前零件过盈伺服压装装置的制作方法
本技术涉及机械领域,具体是一种激光焊接前零件过盈伺服压装装置。
背景技术:
1、现有技术中对于要将外壳过盈装配到轴承上的工件,多是采用敲击法,即通过人工将外壳通过敲击的方式压装到轴承上,自动化程度低,且装配质量不可控。
技术实现思路
1、为了解决现有技术中轴承与外壳装配自动化程度低、质量不可控的技术问题,本申请提出了一种激光焊接前零件过盈伺服压装装置,解决了上述技术问题。
2、本实用新型解决其技术问题所采用的技术方案是:
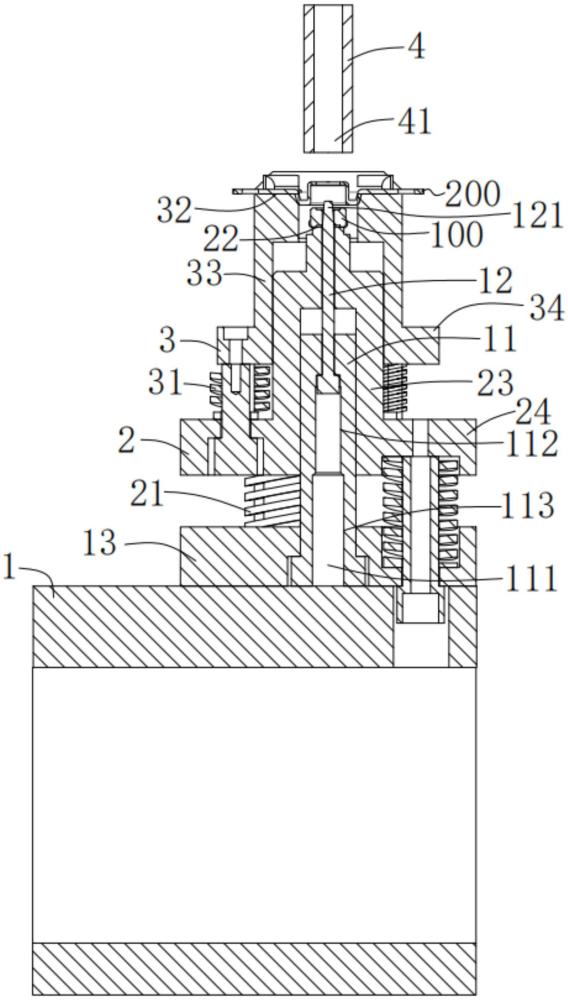
3、本实用新型提供了一种激光焊接前零件过盈伺服压装装置,用于轴承与外壳的装配,包括:工作台,所述工作台上固定有定位柱,所述定位柱上固定有被轴承套设的定位轴;第一滑动体,所述第一滑动体滑动地配合在所述定位柱上,所述第一滑动体与所述工作台之间配置有第一弹性件,同时,所述第一弹性件被所述定位轴贯穿,所述第一弹性件被所述定位轴贯穿的一端形成为承接轴承的第一承接端;第二滑动体,所述第二滑动体滑动地配合在所述第一滑动体上,所述第二滑动体与所述第一滑动体之间配置有第二弹性件,同时,所述第二滑动体远离所述工作台台面的一端形成为承接外壳的第二承接端;压柱,所述压柱被配置为在竖直方向上是可运动以对外壳进行压合。
4、进一步地,所述工作台台面上配置有连接块,所述定位柱通过所述连接块与所述工作台固定连接。
5、进一步地,所述定位柱上开设有轴孔,所述定位轴的一端固定在所述轴孔内,所述定位轴的另一端形成为突出端,所述突出端依次贯穿并突出所述定位柱、所述第一滑动体、所述第二滑动体以供轴承套设。
6、进一步地,所述定位柱的轴孔包括螺纹段和光壁段,所述螺纹段内装配有螺栓以固定所述定位轴,所述光壁段的内径大于所述螺纹段的内径以供螺栓通过。
7、进一步地,所述第一滑动体包括第一滑动柱和第一滑动台,所述第一滑动柱滑动地配合在所述定位柱的外壁上,所述第一滑动台形成在所述第一滑动柱靠近所述工作台的一端,所述第一滑动台与所述工作台之间配置所述第一弹性件。
8、进一步地,所述第二滑动体包括第二滑动柱和第二滑动台,所述第二滑动柱滑动地配合在所述第一滑动柱的外壁上,所述第二滑动台形成在所述第二滑动柱靠近所述第一滑动台的一端,所述第二滑动台与所述第一滑动台之间配置所述第二弹性件。
9、进一步地,所述第一滑动台与所述工作台之间还配置有套设在所述第一弹性件上的垫片。
10、进一步地,所述第二滑动体的第二承接端的形状与外壳相适应,且形成有供夹持装置通过的避让部。
11、进一步地,所述第一弹性件的弹力大于轴承与所述定位轴之间的摩擦力。
12、进一步地,所述压柱上形成有避让空间以在压合的过程中供所述定位轴通过。
13、基于上述技术方案,本实用新型所能实现的技术效果为:
14、本实用新型的激光焊接前零件过盈伺服压装装置,将轴承放置在定位轴上,将外壳放置在承接端上,压柱压合在外壳上,外壳带动第二滑动体竖直向下运动,向下的运动过程中外壳逐渐装配到轴承上,随着压柱的进一步下压,第一滑动体也向下运动,在第一滑动体向下的过程中,外壳与轴承的装配被矫正以确保两者的同轴度,而后压柱回退,竖直向上运动,在第一弹性件的作用下,第一滑动体竖直向上运动,推动轴承向上运动,而后,第二滑动体在第二弹性件的作用下竖直向上运动,推动外壳竖直向上运动,此时由于外壳与轴承已完成装配,外壳与轴承之间是以相对固定的关系,第二滑动体在推动外壳的同时会一并将轴承从定位轴上带出以方便装配好的外壳与轴承的取出,由于压柱在压合外壳与轴承的同时,抵住外壳的第二滑动体和抵住轴承的第一滑动体都可以随着压柱的运动而运动,使得整个装配为柔性装配,保证了外壳与轴承不会在压装的过程中被压伤,且第一滑动体的滑动过程给予了外壳与轴承的同轴度矫正,从而在实现自动化的同时保证了装配后外壳与轴承的装配关系的稳定性,解决了现有技术中轴承与外壳装配自动化程度低、质量不可控的技术问题。
技术特征:
1.一种激光焊接前零件过盈伺服压装装置,用于轴承(100)与外壳(200)的装配,其特征在于,包括:
2.根据权利要求1所述的激光焊接前零件过盈伺服压装装置,其特征在于,所述工作台(1)台面上配置有连接块(13),所述定位柱(11)通过所述连接块(13)与所述工作台(1)固定连接。
3.根据权利要求1所述的激光焊接前零件过盈伺服压装装置,其特征在于,所述定位柱(11)上开设有轴孔(111),所述定位轴(12)的一端固定在所述轴孔(111)内,所述定位轴(12)的另一端形成为突出端(121),所述突出端(121)依次贯穿并突出所述定位柱(11)、所述第一滑动体(2)、所述第二滑动体(3)以供轴承(100)套设。
4.根据权利要求3所述的激光焊接前零件过盈伺服压装装置,其特征在于,所述定位柱(11)的轴孔(111)包括螺纹段(112)和光壁段(113),所述螺纹段(112)内装配有螺栓以固定所述定位轴(12),所述光壁段(113)的内径大于所述螺纹段(112)的内径以供螺栓通过。
5.根据权利要求1所述的激光焊接前零件过盈伺服压装装置,其特征在于,所述第一滑动体(2)包括第一滑动柱(23)和第一滑动台(24),所述第一滑动柱(23)滑动地配合在所述定位柱(11)的外壁上,所述第一滑动台(24)形成在所述第一滑动柱(23)靠近所述工作台(1)的一端,所述第一滑动台(24)与所述工作台(1)之间配置所述第一弹性件(21)。
6.根据权利要求5所述的激光焊接前零件过盈伺服压装装置,其特征在于,所述第二滑动体(3)包括第二滑动柱(33)和第二滑动台(34),所述第二滑动柱(33)滑动地配合在所述第一滑动柱(23)的外壁上,所述第二滑动台(34)形成在所述第二滑动柱(33)靠近所述第一滑动台(24)的一端,所述第二滑动台(34)与所述第一滑动台(24)之间配置所述第二弹性件(31)。
7.根据权利要求5所述的激光焊接前零件过盈伺服压装装置,其特征在于,所述第一滑动台(24)与所述工作台(1)之间还配置有套设在所述第一弹性件(21)上的垫片(14)。
8.根据权利要求1所述的激光焊接前零件过盈伺服压装装置,其特征在于,所述第二滑动体(3)的第二承接端(32)的形状与外壳(200)相适应,且形成有供夹持装置通过的避让部(321)。
9.根据权利要求1所述的激光焊接前零件过盈伺服压装装置,其特征在于,所述第一弹性件(21)的弹力大于轴承(100)与所述定位轴(12)之间的摩擦力。
10.根据权利要求1所述的激光焊接前零件过盈伺服压装装置,其特征在于,所述压柱(4)上形成有避让空间(41)以在压合的过程中供所述定位轴(12)通过。
技术总结
本技术涉及机械领域,具体是一种激光焊接前零件过盈伺服压装装置,用于轴承与外壳的装配,包括工作台、第一滑动体、第二滑动体和压柱,工作台上固定有定位柱,定位柱上固定有被轴承套设的定位轴,第一滑动体滑动地配合在定位柱上,第一滑动体与工作台之间配置有第一弹性件,第一弹性件被定位轴贯穿,第一弹性件被定位轴贯穿的一端形成为承接轴承的第一承接端,第二滑动体滑动地配合在第一滑动体上,第二滑动体与第一滑动体之间配置有第二弹性件,同时,第二滑动体远离工作台台面的一端形成为承接外壳的第二承接端,压柱被配置为在竖直方向上是可运动以对外壳进行压合。解决了现有技术中轴承与外壳装配自动化程度低、质量不可控的技术问题。
技术研发人员:盛操,望耕砚,望才用,江娟,盛祥树,赵业森
受保护的技术使用者:无锡宇沃工业科技有限公司
技术研发日:20231110
技术公布日:2024/6/23
- 还没有人留言评论。精彩留言会获得点赞!