一种连续切断翻边带侧冲复合模的制作方法
本技术涉及一种连续切断翻边带侧冲复合模。
背景技术:
1、如图4-5所示的工件7,整体呈l形,工件上分别形成有凹槽和通孔,现有的模具一般采用多道工序进行加工,即折弯成型、冲孔、凹槽成型,这样就会造成多次定位冲压,加工精度不高的同时效率低下。
技术实现思路
1、针对上述问题中存在的不足之处,本实用新型提供一种连续切断翻边带侧冲复合模。
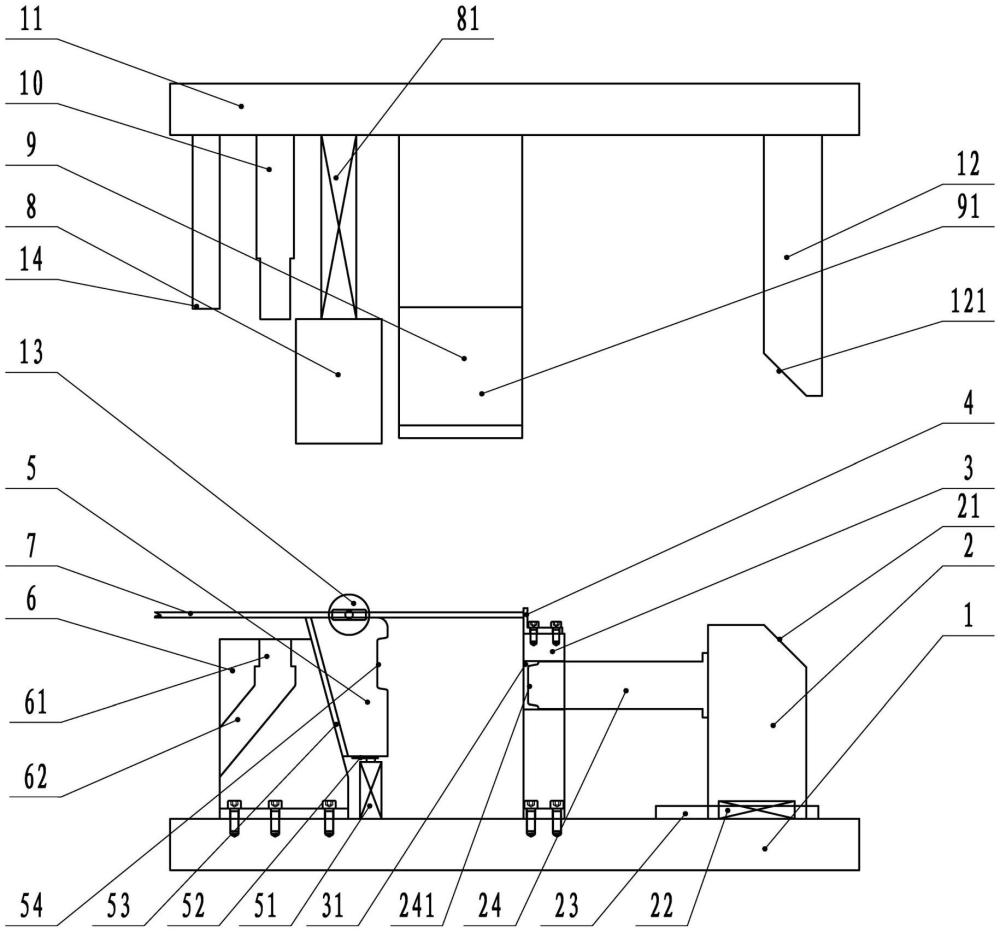
2、为实现上述目的,本实用新型提供一种连续切断翻边带侧冲复合模,包括底座,底座上从左往右依次安装下工作台、下活动工作台、挡块、侧冲块,上压块,上压块上从左往右依次安装切断模、冲孔上模、压料块、翻边模、侧冲压板,下工作台与下活动工作台之间通过斜滑轨连接,实现斜向位移;下活动工作台与所述挡块之间的空间与所述翻边模的宽度匹配。
3、作为本实用新型进一步改进,下工作台与底座固定连接,下工作台的上部加工冲孔下模与冲孔上模对应,冲孔下模的下面与料道连接。
4、作为本实用新型进一步改进,下活动工作台的下部通过移位滑轨连接下工作台气弹簧,下活动工作台的右侧加工凹模。
5、作为本实用新型进一步改进,挡块处加工侧冲导向孔,挡块上部通过螺栓固定安装挡板。
6、作为本实用新型进一步改进,侧冲块通过侧冲滑轨与底座连接,侧冲滑轨内安装复位弹簧,侧冲块的右侧上部加工侧冲块斜面,侧冲块的左侧安装侧冲模,侧冲模的位置与侧冲导向孔匹配,侧冲模的最左侧加工侧冲模头,侧冲模头与凹模匹配。
7、作为本实用新型进一步改进,压料块通过压料块气弹簧与上压块连接,压料块的位置与下活动工作台和下工作台对应。
8、作为本实用新型进一步改进,翻边模的中间处加工通道,通道供侧冲模贯穿。
9、作为本实用新型进一步改进,侧冲压板的左侧下面加工侧冲压板斜面,侧冲压板斜面与侧冲块斜面匹配。
10、作为本实用新型进一步改进,下活动工作台的后面安装推料气缸。
11、本实用新型的有益效果为:
12、装置通过组合模具实现翻边、冲凹槽、冲孔、切粒、下料动作一次冲压完成,冲压精度高,加工效率大大提高,自动化程度高。
技术特征:
1.一种连续切断翻边带侧冲复合模,其特征在于:包括底座(1),所述底座(1)上从左往右依次安装下工作台(6)、下活动工作台(5)、挡块(3)、侧冲块(2),上压块(11),所述上压块(11)上从左往右依次安装切断模(14)、冲孔上模(10)、压料块(8)、翻边模(9)、侧冲压板(12),所述下工作台(6)与下活动工作台(5)之间通过斜滑轨(53)连接,实现斜向位移;所述下活动工作台(5)与所述挡块(3)之间的空间与所述翻边模的宽度匹配。
2.根据权利要求1所述的一种连续切断翻边带侧冲复合模,其特征在于:所述下工作台(6)与所述底座(1)固定连接,所述下工作台(6)的上部加工冲孔下模(61)与所述冲孔上模(10)对应,所述冲孔下模(61)的下面与料道(62)连接。
3.根据权利要求1所述的一种连续切断翻边带侧冲复合模,其特征在于:所述下活动工作台(5)的下部通过移位滑轨(52)连接下工作台气弹簧(51),所述下活动工作台(5)的右侧加工凹模(54)。
4.根据权利要求1所述的一种连续切断翻边带侧冲复合模,其特征在于:所述挡块(3)处加工侧冲导向孔(31),所述挡块(3)上部通过螺栓固定安装挡板(4)。
5.根据权利要求1所述的一种连续切断翻边带侧冲复合模,其特征在于:所述侧冲块(2)通过侧冲滑轨(23)与所述底座(1)连接,所述侧冲滑轨(23)内安装复位弹簧(22),所述侧冲块(2)的右侧上部加工侧冲块斜面(21),所述侧冲块(2)的左侧安装侧冲模(24),所述侧冲模(24)的位置与侧冲导向孔(31)匹配,所述侧冲模(24)的最左侧加工侧冲模头(241),所述侧冲模头(241)与凹模(54)匹配。
6.根据权利要求1所述的一种连续切断翻边带侧冲复合模,其特征在于:所述压料块(8)通过压料块气弹簧(81)与所述上压块(11)连接,所述压料块(8)的位置与所述下活动工作台(5)和下工作台(6)对应。
7.根据权利要求1所述的一种连续切断翻边带侧冲复合模,其特征在于:所述翻边模(9)的中间处加工通道(91),所述通道(91)供侧冲模(24)贯穿。
8.根据权利要求1所述的一种连续切断翻边带侧冲复合模,其特征在于:所述侧冲压板(12)的左侧下面加工侧冲压板斜面(121),所述侧冲压板斜面(121)与侧冲块斜面(21)匹配。
9.根据权利要求1所述的一种连续切断翻边带侧冲复合模,其特征在于:所述下活动工作台(5)的后面安装推料气缸(13)。
技术总结
一种连续切断翻边带侧冲复合模,包括底座,底座上从左往右依次安装下工作台、下活动工作台、挡块、侧冲块,上压块,该上压块上从左往右依次安装切断模、冲孔上模、压料块、翻边模、侧冲压板。工作时,将工件原料从左往右输送,直到碰到挡板停止,上压块往下,首先压料板将工件原料压住后往下移动一定距离,其次翻边模往下将工件沿下活动工作台右侧翻边,然后侧冲块往左冲压成型凹槽,同时冲孔上模完成冲通孔,最后切断模将工件原料切断,上压块往上,各机构复位,推料气缸将加工好的工件推出。该装置通过组合模具实现翻边、冲凹槽、冲孔、切粒、下料动作一次冲压完成,冲压精度高,加工效率大大提高,自动化程度高。
技术研发人员:董伟国,侯文洪,干武波,沈朝斌
受保护的技术使用者:浙江炜驰机械集团股份有限公司
技术研发日:20231114
技术公布日:2024/7/25
- 还没有人留言评论。精彩留言会获得点赞!