一种覆膜铁深冲成型模具的制作方法
本技术涉及覆膜铁冲压,具体为一种覆膜铁深冲成型模具。
背景技术:
1、金属板覆膜技术是把塑料膜和金属板通过高温热压,将膜贴在金属板上的加工技术,覆膜后的板材就为覆膜铁;
2、经检索,专利申请号为201921597242.8的申请书中,公开了一种不锈钢覆膜精密冲压模具,包括冲压底座、盘座和机架,所述的机架安装在所述的冲压底座上,所述的冲压底座上安装有冲压模座,所述的冲压模座上侧中部内设有出料推杆,所述的冲压模座两侧设有模腔铁块,所述的模腔铁块上设有压合座,将不锈钢毛坯板材放置入压合座上,启动所述的压合气缸,所述的压杆驱动所述的压块下压,使不锈钢毛坯板材成型,板材两侧边通过驱动电机启动带动驱动杆伸出,夹持气缸驱动所述的夹持臂;
3、上述申请文件通过各驱动机构实现板材冲压的效果,但是在罐体冲压过程中,需要进行相应深冲,这个过程中,大多为一体时模具,冲压后的罐体板材需要人工取出,不仅取出难度大,同时需要人工辅助取出,工作效率较低。
4、因此,我们提出了一种覆膜铁深冲成型模具。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种覆膜铁深冲成型模具,解决了现有一体式模具取料困难同时自动化程度较低的问题。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种覆膜铁深冲成型模具,包括位于冲压机下方的工作台板,所述工作台板的顶侧固定安装有位置相对的固定模具和移动模具;
3、所述固定模具为半圆柱套装的模具,所述移动模具的主体也为与固定模具规格相同的半圆柱状套,所述工作台板的顶部设置有竖向安装的第二液压缸座,所述第二液压缸座输出轴的顶端固定连接有呈横向分布的第三液压缸座,且第三液压缸座的外端固定连接在移动模具的外壁上。
4、优选的,所述移动模具的外边缘处固定安装有弧度为十五度的套边,且套边的内壁紧贴在固定模具边缘的外侧;
5、其中,套边的设置,能够保证其装配时的套装效果,避免冲压出模体不符合规格的情况发生。
6、优选的,所述固定模具的外壁通过呈l状的固定架固定连接在工作台板的顶面上。
7、优选的,所述工作台板顶部的正中心处固定安装有第一液压缸座,所述第一液压缸座输出轴的顶端固定连接有位于固定模具及移动模具内侧的抵盘;
8、其中,第一液压缸座能够驱动抵盘上下移动,从而对固定模具及移动模具内侧的膜体进行不同深度的深冲成型。
9、优选的,所述固定模具的外部上固定连接有呈l状的支轴,且支轴的顶端装配有位于固定模具及移动模具正上方的挡盘;
10、其中,挡盘能够在支轴的上方旋动,以便于在成型后旋动至另一侧,进一步便于后续取料。
11、优选的,所述挡盘上通过轴槽套装在支轴的顶端,且挡盘的中心处开设有与固定模具及移动模具内径规格相同的冲压孔;
12、其中,挡盘的设置,能够从顶侧对覆膜板的边角进行限位,避免边角翘起影响深冲效果的情况发生。
13、本实用新型提供了一种覆膜铁深冲成型模具。具备以下有益效果:
14、1、该覆膜铁深冲成型模具,通过固定模具及移动模具分离式的设置,当需要进行深冲时,预先调控第二液压缸座及第三液压缸座使移动模具套装在固定模具的外侧,然后将覆膜铁板材放置在固定模具及移动模具顶侧同时处于挡盘的下方,再配合冲压座对其进行深冲,最后调节第二液压缸座上移,在上移过程中,同步带出固定模具及移动模具内侧所深冲的模体,从而达到全自动取料的效果,解决了现有一体式模具取料困难同时自动化程度较低的问题;
15、2、该覆膜铁深冲成型模具,通过工作台板顶侧第一液压缸座及抵盘的设置,能够根据需求调节抵盘在固定模具及移动模具内侧的位置,进而能够根据需求对覆膜铁板材进行相应深度的深冲成型。
技术特征:
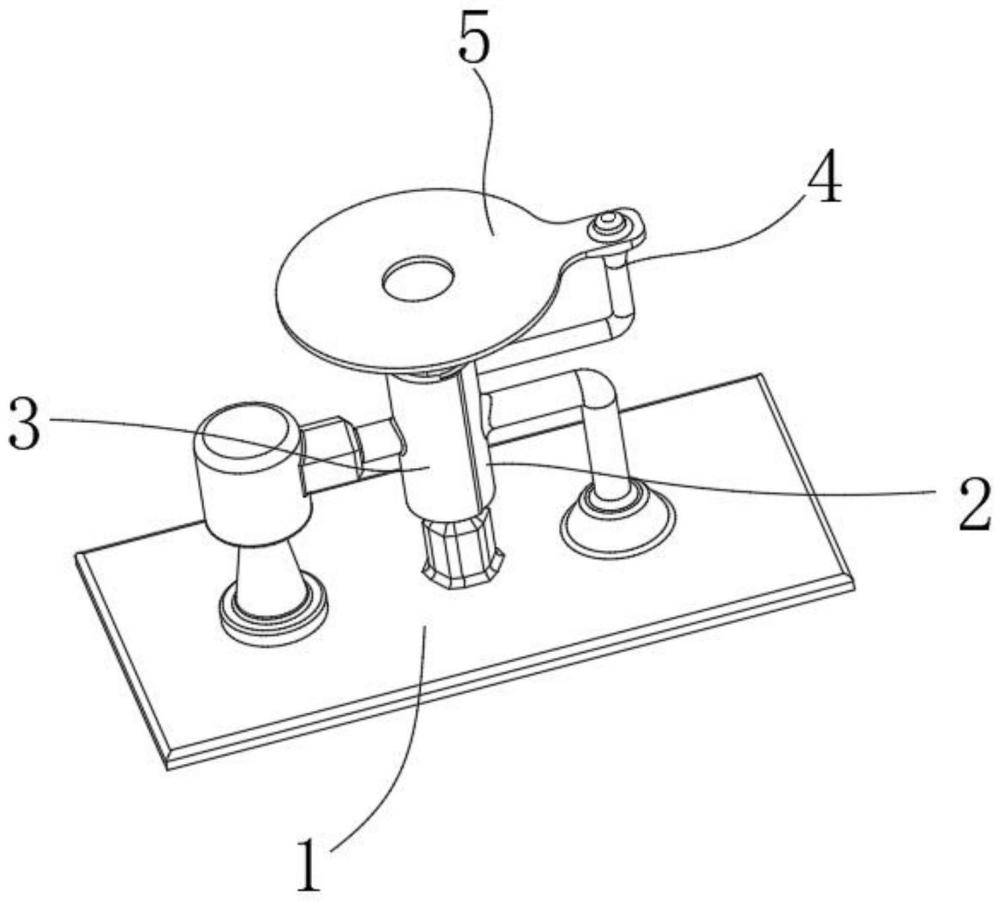
1.一种覆膜铁深冲成型模具,包括位于冲压机下方的工作台板(1),其特征在于:所述工作台板(1)的顶侧固定安装有位置相对的固定模具(2)和移动模具(3);
2.根据权利要求1所述的一种覆膜铁深冲成型模具,其特征在于:所述移动模具(3)的外边缘处固定安装有弧度为十五度的套边(33),且套边(33)的内壁紧贴在固定模具(2)边缘的外侧。
3.根据权利要求1所述的一种覆膜铁深冲成型模具,其特征在于:所述固定模具(2)的外壁通过呈l状的固定架(21)固定连接在工作台板(1)的顶面上。
4.根据权利要求1所述的一种覆膜铁深冲成型模具,其特征在于:所述工作台板(1)顶部的正中心处固定安装有第一液压缸座(7),所述第一液压缸座(7)输出轴的顶端固定连接有位于固定模具(2)及移动模具(3)内侧的抵盘(6)。
5.根据权利要求1所述的一种覆膜铁深冲成型模具,其特征在于:所述固定模具(2)的外部上固定连接有呈l状的支轴(4),且支轴(4)的顶端装配有位于固定模具(2)及移动模具(3)正上方的挡盘(5)。
6.根据权利要求5所述的一种覆膜铁深冲成型模具,其特征在于:所述挡盘(5)上通过轴槽套装在支轴(4)的顶端,且挡盘(5)的中心处开设有与固定模具(2)及移动模具(3)内径规格相同的冲压孔。
技术总结
本技术公开了一种覆膜铁深冲成型模具,涉及覆膜铁冲压领域,解决了现有一体式模具取料困难同时自动化程度较低的问题,采用了如下方案:包括所述工作台板及其顶侧的固定模具和移动模具;所述固定模具为半圆柱套装的模具,所述移动模具的主体也为与固定模具规格相同的半圆柱状套,所述工作台板的顶部设置有竖向安装的第二液压缸座和第三液压缸座,且第三液压缸座的外端固定连接在移动模具的外壁上;该覆膜铁深冲成型模具,通过固定模具及移动模具分离式的设置,当需要进行深冲时,预先调控第二液压缸座及第三液压缸座使移动模具套装在固定模具的外侧,最后调节第二液压缸座上移,同步带出固定模具及移动模具内侧所深冲的模体。
技术研发人员:李晓航,徐科
受保护的技术使用者:西藏宝钢包装有限责任公司
技术研发日:20231114
技术公布日:2024/6/2
- 还没有人留言评论。精彩留言会获得点赞!