一种前盖铰链装配装置的制作方法
本技术属于前盖铰链装配领域,具体涉及一种前盖铰链装配装置。
背景技术:
1、传统前盖铰链装配线多采用的是圆盘分度多工位工站装配(主要工序为预压衬套,精整衬套,装配,铆接)。工序位多,每个工位都需要一副工装,设备和工装成本高,切换工装耗时长,占地面积大。
技术实现思路
1、为了解决现有技术中的一个或多个上述缺陷,本实用新型提供了一种前盖铰链装配装置,该装配装置结构简单,能够快速的实现前盖铰链两个铰链板的装配,装配效率大大提高。
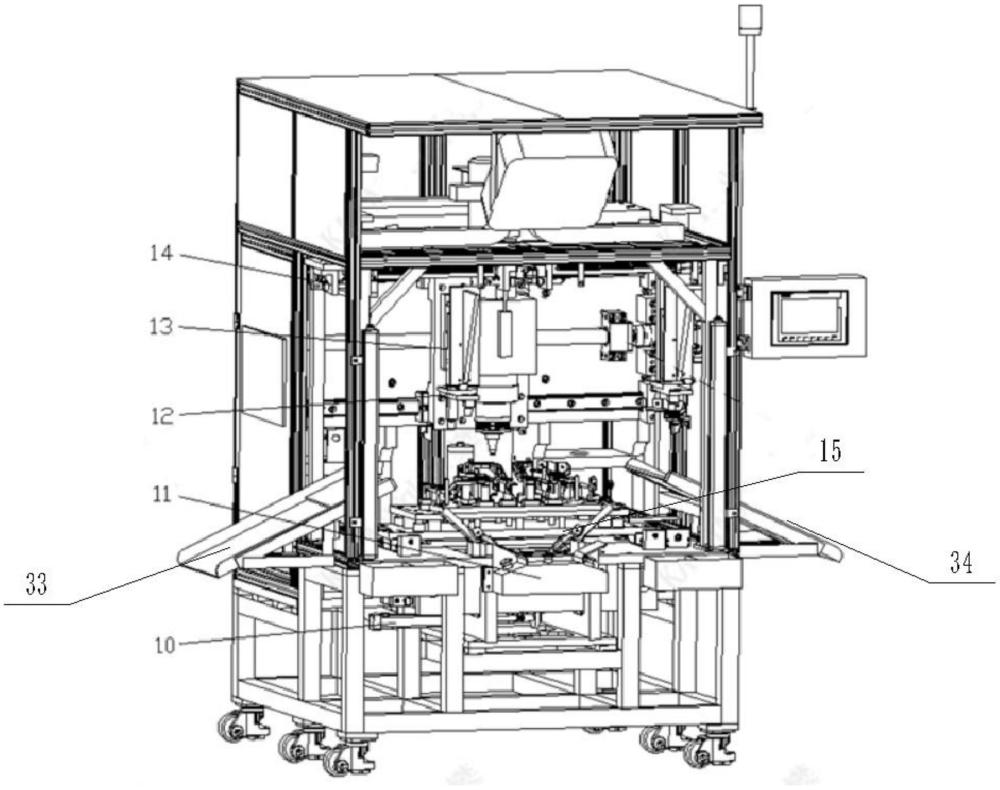
2、为实现上述目的,本实用新型提供了一种前盖铰链装配装置,包括:
3、一装配站本体,该装配站本体包括机架,所述机架中具有一装配平台;
4、一衬套压装工位,该衬套压装工位固定在装配平台前端区域,其包括一定位板,所述定位板上连接有第一定位支架和第二定位支架,所述第一定位支架和第二定位支架上均开设有定位槽,在定位板上还固定有第一定位销和第二定位销,该衬套压装工位还包括冲头组件;
5、一铆接工位,所述铆接工位包括第一铆接组件、第二铆接组件和下压组件,所述第一铆接组件包括两组对称的单体定位台,所述单体定位台包括一球头销定位柱,所述第二铆接组件包括两组对称的组合体定位台,所述下压组件包括下压主轴,所述下压主轴连接在丝杆机构上。
6、进一步的,所述定位板上还固定有一限位块,所述限位块中开设有限位孔,所述冲头组件包括一冲压块,所述冲压块通过冲头气缸进行驱动,在冲压块中部固定有和限位孔相匹配的限位销,所述冲压块两侧还分别固定有第一压装头和第二压装头。
7、进一步的,所述冲压块固定在一直线模组的直线滑台上,该直线滑台通过一连接横梁和冲头气缸固定连接,所述装配平台下方还固定有导向杆,所述连接横梁滑动连接在所述导向杆外。
8、进一步的,还包括一取料组件,所述取料组件设置在装配平台上方,其包括第一取料机械手和第二取料机械手。
9、进一步的,所述装配平台两侧还分别固定有第一滑道和第二滑道。
10、进一步的,所述铆接工位包括一铆接台,所述装配平台两侧固定有直线滑台,所述铆接台固定在直线滑台的滑动块上。
11、进一步的,所述第一取料机械手和第二取料机械手均连接在无杆气缸上,该第一取料机械手和第二取料机械手均包括一抓取支架,所述抓取支架上固定有升降气缸,所述升降气缸的底部固定有连接板,所述连接板下方固定有电磁抓取头。
12、本实用新型的有益效果是:
13、第一,该装配装置结构简单,能够快速的实现前盖铰链两个铰链板的装配,装配效率大大提高,节省了人力;
14、第二,通过衬套压装工位,可以快速实现衬套的压装,通过铆接工位,可以实现球头销的铆接以及第一铰链板和第二铰链板的铆接,集成度高,无需频繁的对工装进行切换;
15、第三,在铰链装配完成之后,可以通过取料组件实现铰链的快速抓取,并通过两个滑道实现两个铰链的快速存放。
技术特征:
1.一种前盖铰链装配装置,其特征在于,包括:
2.如权利要求1所述的前盖铰链装配装置,其特征在于,所述定位板上还固定有一限位块,所述限位块中开设有限位孔,所述冲头组件包括一冲压块,所述冲压块通过冲头气缸进行驱动,在冲压块中部固定有和限位孔相匹配的限位销,所述冲压块两侧还分别固定有第一压装头和第二压装头。
3.如权利要求2所述的前盖铰链装配装置,其特征在于,所述冲压块固定在一直线模组的直线滑台上,该直线滑台通过一连接横梁和冲头气缸固定连接,所述装配平台下方还固定有导向杆,所述连接横梁滑动连接在所述导向杆外。
4.如权利要求3所述的前盖铰链装配装置,其特征在于,还包括一取料组件,所述取料组件设置在装配平台上方,其包括第一取料机械手和第二取料机械手。
5.如权利要求4所述的前盖铰链装配装置,其特征在于,所述装配平台两侧还分别固定有第一滑道和第二滑道。
6.如权利要求5所述的前盖铰链装配装置,其特征在于,所述铆接工位包括一铆接台,所述装配平台两侧固定有直线滑台,所述铆接台固定在直线滑台的滑动块上。
7.如权利要求5所述的前盖铰链装配装置,其特征在于,所述第一取料机械手和第二取料机械手均连接在无杆气缸上,该第一取料机械手和第二取料机械手均包括一抓取支架,所述抓取支架上固定有升降气缸,所述升降气缸的底部固定有连接板,所述连接板下方固定有电磁抓取头。
技术总结
本技术公开了一种前盖铰链装配装置,包括:一装配站本体,该装配站本体包括机架,所述机架中具有一装配平台;一衬套压装工位,该衬套压装工位固定在装配平台前端区域,其包括一定位板,所述定位板上连接有第一定位支架和第二定位支架,所述第一定位支架和第二定位支架上均开设有定位槽,在定位板上还固定有第一定位销和第二定位销,该衬套压装工位还包括冲头组件;一铆接工位,所述铆接工位包括第一铆接组件、第二铆接组件和下压组件,所述第一铆接组件包括两组对称的单体定位台,所述单体定位台包括一球头销定位柱。该装配装置结构简单,能够快速的实现前盖铰链两个铰链板的装配,装配效率大大提高。
技术研发人员:刘泽攀,张学海,李伟,刘渝
受保护的技术使用者:重庆凯安机电制造有限公司
技术研发日:20231114
技术公布日:2024/6/2
- 还没有人留言评论。精彩留言会获得点赞!