一种汽车配件板材冲压成型装置的制作方法
本技术涉及冲压成型装置,具体为一种汽车配件板材冲压成型装置。
背景技术:
1、汽车配件冲压是制造汽车零部件的一种方法,冲压工艺利用冲床和模具将金属板料进行成形,以制造出各种尺寸、形状的零部件,例如车身零部件、发动机零部件、内饰零部件等。现有的一种汽车配件冲压装置(公开号:cn213915813u)在使用中至少暴露出以下缺陷:
2、在一些汽车配件进行冲压时,需要将一些管材前端冲压成板材,而管材另一端就不需要进行冲压,但是工人在冲压的时候,就会握住没有冲压的一端进行取料,这样会让工人在取料时松懈,这样依然存在危险,因此提出一种汽车配件板材冲压成型装置。
技术实现思路
1、本实用新型的主要目的在于提供一种汽车配件板材冲压成型装置,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
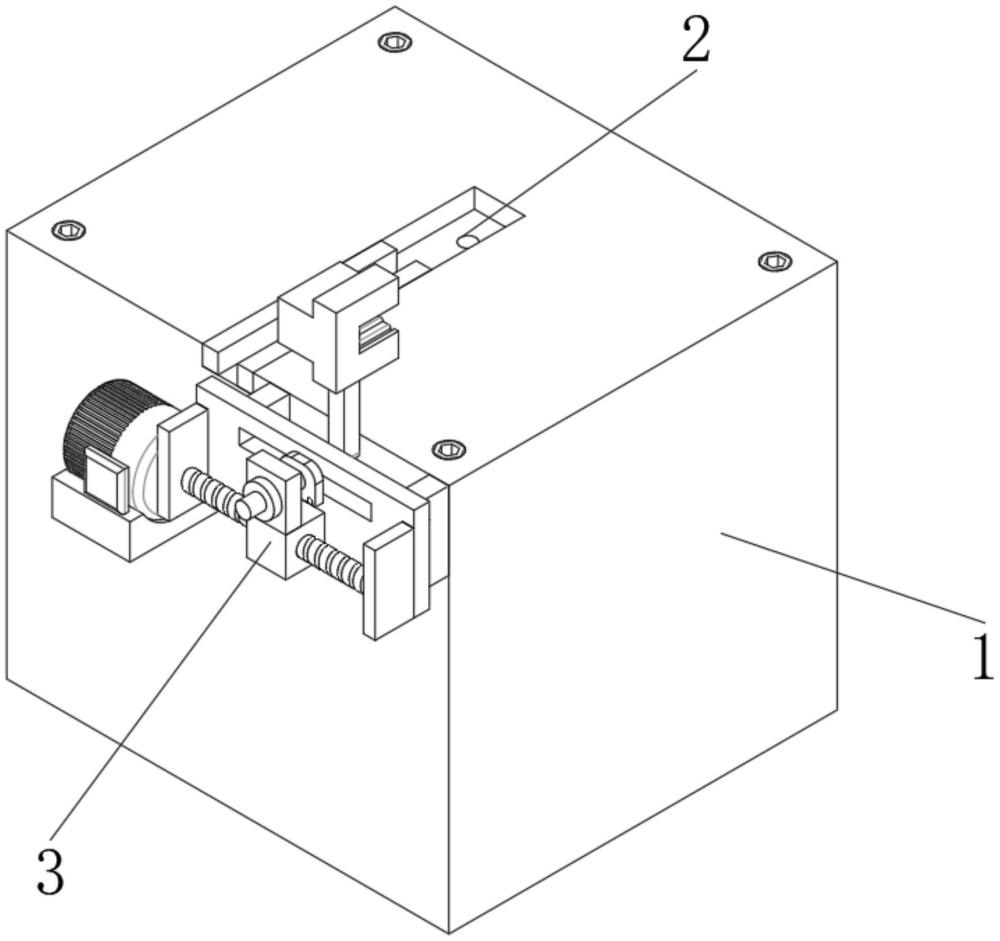
3、一种汽车配件板材冲压成型装置,包括模具,所述模具的中间内部开设有冲压槽,所述模具的第一侧设置有上料组件,所述上料组件包括安装架,所述安装架和模具第一侧的第一端相固定,所述安装架的第一侧固定安装有支撑板,所述支撑板第一的两端固定安装有挡板,所述挡板之间转动安装有轴杆,所述轴杆外壁的中间螺纹安装有移动块,所述移动块顶部中间的内部转动安装有转动轴,所述转动轴的第二侧固定安装有支架,所述支架的顶部固定安装有卡料头。
4、优选的,所述支撑板第一侧的中间等距安装有卡柱,所述转动轴外壁的中间固定安装有卡板。
5、优选的,所述卡板和卡柱转动连接,所述挡板的第一端固定安装有电机。
6、优选的,所述电机的输出端贯穿挡板固定连接轴杆,所述电机的底部设置有底座,所述底座和模具的第一侧相固定。
7、优选的,所述卡料头内部第二端的顶部和底部固定安装有弹簧,所述弹簧的底部固定安装有限位块。
8、优选的,所述限位块和卡料头内部第二端的顶部和底部滑动连接,所述卡料头内部的第一端开设有卡槽。
9、与现有技术相比,本实用新型具有如下有益效果:
10、本实用新型通过打开电机,带动轴杆进行转动,轴杆带动移动块滑动,带动转动轴外壁中间固定安装的卡板进行移动,卡板在移动时,卡板的底部开设的凹槽会和卡柱转动连接,让卡板带动转动轴进行转动,转动轴转动时会带动支架进行转动,支架带动卡料头进行转动,将冲压的材料转动到冲压槽的内部冲压,在冲压完毕进行转动,将冲压的材料转动带出,这样就可以避免人员手动靠近模具进行取料。
技术特征:
1.一种汽车配件板材冲压成型装置,包括模具(1),其特征在于:所述模具(1)的中间内部开设有冲压槽(2),所述模具(1)的第一侧设置有上料组件(3),所述上料组件(3)包括安装架(301),所述安装架(301)和模具(1)第一侧的第一端相固定,所述安装架(301)的第一侧固定安装有支撑板(302),所述支撑板(302)第一侧的两端固定安装有挡板(303),所述挡板(303)之间转动安装有轴杆(304),所述轴杆(304)外壁的中间螺纹安装有移动块(305),所述移动块(305)顶部中间的内部转动安装有转动轴(306),所述转动轴(306)的第二侧固定安装有支架(307),所述支架(307)的顶部固定安装有卡料头(308)。
2.根据权利要求1所述的一种汽车配件板材冲压成型装置,其特征在于:所述支撑板(302)第一侧的中间等距安装有卡柱(312),所述转动轴(306)外壁的中间固定安装有卡板(313)。
3.根据权利要求2所述的一种汽车配件板材冲压成型装置,其特征在于:所述卡板(313)和卡柱(312)转动连接,所述挡板(303)的第一端固定安装有电机(309)。
4.根据权利要求3所述的一种汽车配件板材冲压成型装置,其特征在于:所述电机(309)的输出端贯穿挡板(303)固定连接轴杆(304),所述电机(309)的底部设置有底座(310),所述底座(310)和模具(1)的第一侧相固定。
5.根据权利要求1所述的一种汽车配件板材冲压成型装置,其特征在于:所述卡料头(308)内部第二端的顶部和底部固定安装有弹簧(314),所述弹簧(314)的底部固定安装有限位块(315)。
6.根据权利要求5所述的一种汽车配件板材冲压成型装置,其特征在于:所述限位块(315)和卡料头(308)内部第二端的顶部和底部滑动连接,所述卡料头(308)内部的第一端开设有卡槽(316)。
技术总结
本技术公开了一种汽车配件板材冲压成型装置,涉及冲压成型装置技术领域。包括模具,所述模具的中间内部开设有冲压槽,所述模具的第一侧设置有上料组件,所述上料组件包括安装架,所述安装架和模具第一侧的第一端相固定。本技术通过打开电机,带动轴杆进行转动,轴杆带动移动块滑动,带动转动轴外壁中间固定安装的卡板进行移动,卡板在移动时,卡板的底部开设的凹槽会和卡柱转动连接,让卡板带动转动轴进行转动,转动轴转动时会带动支架进行转动,支架带动卡料头进行转动,将冲压的材料转动到冲压槽的内部冲压,在冲压完毕进行转动,将冲压的材料转动带出,这样就可以避免人员手动靠近模具进行取料。
技术研发人员:李卫兵
受保护的技术使用者:靖江市宏正汽配有限公司
技术研发日:20231114
技术公布日:2024/6/5
- 还没有人留言评论。精彩留言会获得点赞!