电容产品进料成型机构的制作方法
本技术涉及电容加工,尤其涉及电容加工整脚成型切脚工序中成型切脚工序。
背景技术:
1、电容进料工艺是将产品的引脚,分脚和极性检测的方式对电容的引线进行处理,在进料时感应正负极并完成换向,在进料时,首先会有光纤感应进料轨道上有无进料,若感应有进料会在引脚成型模完成整脚,再通过极性检测判断电容正负脚,进行换向后会再次检测正负极,若有极性不良会进行排料,排料后会再次检测正负极防止反极流过,最后会进行切角平角和整脚,整个工序步骤较为繁杂,且过程中电容的引线容易弯曲变形影响检测正负脚,出现切角位置错误的问题。
技术实现思路
1、本实用新型的目的是解决现有技术中存在的缺点,而提出的电容产品进料成型机构。
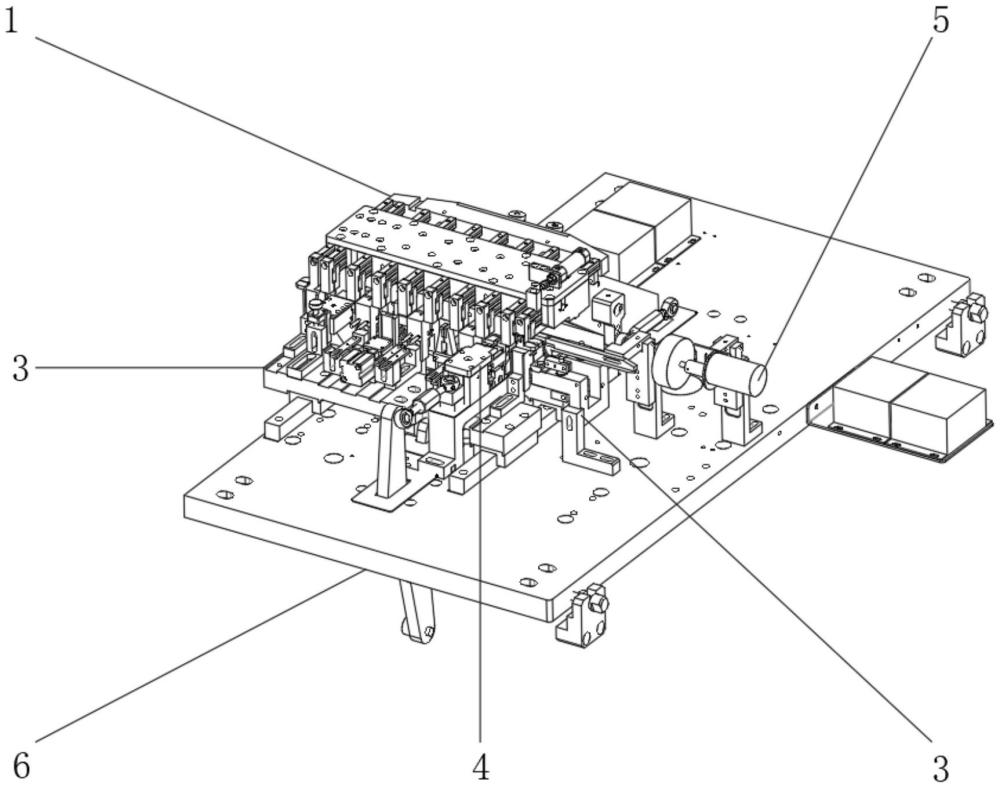
2、为了实现上述目的,本实用新型采用了如下技术方案:电容产品进料成型机构,包括机台,所述机台的顶部右侧设置有凸轮传动机构,所述凸轮传动机构的左侧传动连接有进料上夹组件,所述进料上夹组件的前侧右端设置有进料挡料机构,所述进料上夹组件的下方设置有下夹组体机构,所述下夹组体机构的顶部右侧设置有成型模组机构,所述成型模组机构位于进料挡料机构的前侧。
3、作为上述技术方案的进一步描述:所述进料上夹组件由进料夹具组件、上夹开夹板、移动滑槽、第一摇臂拉杆和顶开夹气缸共同组成,所述上夹开夹板位于进料夹具组件的前侧,所述移动滑槽位于上夹开夹板的后侧中部且与其固定连接,所述移动滑槽的后侧与夹具组件前后滑动连接,所述第一摇臂拉杆位于上夹开夹板的右侧前部,所述顶开夹气缸位于进料夹具组件的顶部右侧,所述顶开夹气缸的输出端与上夹开夹板固定连接。
4、作为上述技术方案的进一步描述:所述进料挡料机构由挡止固定座、固定块、挡片、产品待料块、共同组成,所述产品待料块位于挡止固定座的顶部左侧,所述挡片前后对称设置于产品待料块的顶部且与其贴合固定,所述挡片相反的一侧均与固定块连接,所述固定块的底部与挡止固定座固定连接。
5、作为上述技术方案的进一步描述:所述下夹组体机构由检测夹具组件、不良排料气缸、下夹前后导轨、极性检测单元和检测夹座共同组成,所述下夹前后导轨左右对称固定连接于检测夹具组件的底部,所述检测夹座等距分布在检测夹具组件的顶部左右方向,所述不良排料气缸位于检测夹具组件的顶部后侧且其输出端与检测夹具组件的排料口相对应,所述极性检测单元设置于检测夹具组件的进料口。
6、作为上述技术方案的进一步描述:所述成型模组机构由成型模组件、成型模滑座和第二摇臂拉杆共同组成,所述第二摇臂拉杆位于成型模滑座的顶部后侧,所述成型模组件架设于成型模滑座的顶部前侧。
7、作为上述技术方案的进一步描述:所述不良排料气缸的输出侧下方设置有漏斗。
8、本实用新型具有如下有益效果:
9、本实用新型中,通过多个机构共同配合完成整个进料、分角整脚和极性检测正负脚,以及不良品的排料和切脚平角作业,提高电容加工的效率,同时在电容引脚分脚成型模整脚时,会进行压直产品引脚线,极性检测判定电容的正负脚是否正确,正负极不对时会进行换向,防止引线出现歪曲。
技术特征:
1.电容产品进料成型机构,包括机台(6),其特征在于:所述机台(6)的顶部右侧设置有凸轮传动机构(5),所述凸轮传动机构(5)的左侧传动连接有进料上夹组件(1),所述进料上夹组件(1)的前侧右端设置有进料挡料机构(2),所述进料上夹组件(1)的下方设置有下夹组体机构(3),所述下夹组体机构(3)的顶部右侧设置有成型模组机构(4),所述成型模组机构(4)位于进料挡料机构(2)的前侧。
2.根据权利要求1所述的电容产品进料成型机构,其特征在于:所述进料上夹组件(1)由进料夹具组件(105)、上夹开夹板(101)、移动滑槽(102)、第一摇臂拉杆(103)和顶开夹气缸(104)共同组成,所述上夹开夹板(101)位于进料夹具组件(105)的前侧,所述移动滑槽(102)位于上夹开夹板(101)的后侧中部且与其固定连接,所述移动滑槽(102)的后侧与夹具组件前后滑动连接,所述第一摇臂拉杆(103)位于上夹开夹板(101)的右侧前部,所述顶开夹气缸(104)位于进料夹具组件(105)的顶部右侧,所述顶开夹气缸(104)的输出端与上夹开夹板(101)固定连接。
3.根据权利要求1所述的电容产品进料成型机构,其特征在于:所述进料挡料机构(2)由挡止固定座(201)、固定块(202)、挡片(203)、产品待料块(204)、共同组成,所述产品待料块(204)位于挡止固定座(201)的顶部左侧,所述挡片(203)前后对称设置于产品待料块(204)的顶部且与其贴合固定,所述挡片(203)相反的一侧均与固定块(202)连接,所述固定块(202)的底部与挡止固定座(201)固定连接。
4.根据权利要求1所述的电容产品进料成型机构,其特征在于:所述下夹组体机构(3)由检测夹具组件(301)、不良排料气缸(303)、下夹前后导轨(304)、极性检测单元和检测夹座(302)共同组成,所述下夹前后导轨(304)左右对称固定连接于检测夹具组件(301)的底部,所述检测夹座(302)等距分布在检测夹具组件(301)的顶部左右方向,所述不良排料气缸(303)位于检测夹具组件(301)的顶部后侧且其输出端与检测夹具组件(301)的排料口相对应,所述极性检测单元设置于检测夹具组件(301)的进料口。
5.根据权利要求1所述的电容产品进料成型机构,其特征在于:所述成型模组机构由成型模组件(401)、成型模滑座(402)和第二摇臂拉杆(403)共同组成,所述第二摇臂拉杆(403)位于成型模滑座(402)的顶部后侧,所述成型模组件(401)架设于成型模滑座(402)的顶部前侧。
6.根据权利要求4所述的电容产品进料成型机构,其特征在于;所述不良排料气缸(303)的输出侧下方设置有漏斗。
技术总结
本技术公开了电容产品进料成型机构,包括机台,所述机台的顶部右侧设置有凸轮传动机构,所述凸轮传动机构的左侧传动连接有进料上夹组件,所述进料上夹组件的前侧右端设置有进料挡料机构,所述进料上夹组件的下方设置有下夹组体机构,所述下夹组体机构的顶部右侧设置有成型模组机构,所述成型模组机构位于进料挡料机构的前侧,通过多个机构共同配合完成整个进料、分角整脚和极性检测正负脚,以及不良品的排料和切脚平角作业,提高电容加工的效率,同时在电容引脚分脚成型模整脚时,会进行压直产品引脚线,极性检测判定电容的正负脚是否正确,正负极不对时会进行换向,防止引线出现歪曲。
技术研发人员:雷强明,罗礼理
受保护的技术使用者:东莞市柯典电子机械有限公司
技术研发日:20231115
技术公布日:2024/7/15
- 还没有人留言评论。精彩留言会获得点赞!