一种榫槽拉刀零点定位刀盒的制作方法
本技术涉及榫槽拉刀,特别是一种榫槽拉刀零点定位刀盒。
背景技术:
1、拉床是用拉刀作为刀具加工工件通孔、平面和成形表面的机床,大多数拉床的拉刀作直线拉削的主运动,从而实现对工件进行加工。外拉床用于外表面拉削,主要有下列几种:立式外拉床、连续拉床和侧拉床;侧拉床:卧式布局,拉刀固定在侧立的溜板上,在传动装置带动下拉削工件,便于排屑,适用于拉削大平面、大余量的外表面,如气缸体的大平面和叶轮盘榫槽等;目前在对涡轮盘榫槽零件拉削时需要多次拉削,采用更换刀盒的形式进行多次拉削,而每次更换刀盒都需要保证刀盒安装的精度问题,常规的处理方式是将刀盒安装后人工进行测量检测刀盒的安装精度,操作误差大,费时费力,同时测量误差大,没法保证更换刀盒后定位精度以及重复定位精度能在0.01mm以下的安装精度,因此,是目前急需解决的技术问题。
技术实现思路
1、本实用新型的目的是:克服现有技术的上述不足,而提供一种便于快速对刀盒进行精准安装定位,同时具备检测刀盒安装间隙,降低人工费时费力和人工检测误差保证刀盒精准的榫槽拉刀零点定位刀盒。
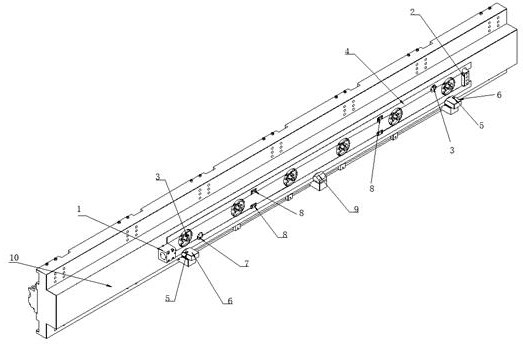
2、本实用新型的技术方案是:一种榫槽拉刀零点定位刀盒,包括主滑板、刀盒和定位器,刀盒通过定位器安装在主滑板上,并通过锁紧装置锁紧在主滑板上,所述主滑板上设有用于检测刀盒与滑板之间间隙的距离检测器。
3、本实用新型的优点在于,将刀盒安装在主滑板上,通过距离检测器对刀盒与主滑板之间的间隙进行实时检测,实时了解刀盒与主滑板之间的安装间隙,而该距离检测器不仅仅只是检测刀盒与主滑板之间的间隙大小,还能够检测刀盒安装位置的是否到位,检测刀盒安装是否出现偏移或不正,刀盒是否超过安装标准位置误差范围的作用,保证刀盒安装位置的精准。
4、进一步,所述定位器包括定位油缸和刀盒挡块,刀盒挡块固定安装在主滑板的一端,定位油缸安装在主滑板的另一端,刀盒通过定位油缸固定在定位油缸与刀盒挡块之间。优选地,定位油缸和刀盒挡块位于同一直线上,保证刀盒安装后位置的精度,避免出现偏差。
5、进一步,所述锁紧装置包括锁紧油缸、蝶形弹簧和盖板,锁紧油缸安装在主滑板的安装孔内,锁紧油缸上的伸缩端设有锁头,蝶形弹簧套设在锁头上并通过盖板安装在安装孔内,锁头穿过盖板可伸缩移动对刀盒锁止,刀盒上设有与锁头匹配的锁止口。
6、进一步,所述距离检测器包括第一距离传感器和第二距离传感器,第一距离传感器通过安装孔设置在主滑板上用于检测刀盒与主滑板贴合面的间隙距离,第二距离传感器通过支撑座设置在主滑板的下端,用于检测刀盒与主滑板下端面的位置距离。
7、进一步,所述第一距离传感器和第二距离传感器均设置两个,第一距离传感器和第二距离传感器组合设置检测刀盒两个不同点的间隙,主滑板的两端各设置一组用于检测安装间隙。
8、进一步,所述支撑座通过螺栓固定在主滑板的下端,支撑座上设有刀盒安装面,第二传感器嵌设在刀盒安装面内。优选地,支撑座用于支撑安装刀盒的下端面,安装面结合第二距离传感器对刀盒的安装起到校正和支撑作用,避免刀盒安装过程中下端面上下错位或者水平面不平的问题,保证安装的效果和精度。
9、进一步,所述刀盒安装面靠近主滑板的一侧设有倒v字型凸起;该凸起对刀盒起到限位和支撑作用,避免刀盒在拉削过程中出现左右位移或者向下移动,影响拉削的精度。
10、进一步,所述主滑板上设有定位斜面,定位斜面通过螺栓安装固定在主滑板的凹槽内;该定位斜面主要对刀盒起到限位作用,避免刀盒左右移动,以及避免刀盒上端面和下端面出现错位移动,保证刀盒的安装精度。
11、进一步,所述定位斜面对称的设置在主滑板的上下端,保证对刀盒的上下端进行支撑,避免刀盒在纵向方向上出现位移差。
12、进一步,所述定位斜面截面呈梯形,保证定位斜面与刀盒之间的贴合效果,同时便于对刀盒起到支撑作用而避免接触面过小损坏刀盒。
13、本实用新型具有如下特点:
14、1、通过定位器、锁紧装置和距离检测器结合,有效的对刀盒的安装间隙进行检测,将安装间隙误差控制在0.01mm以下的范围内,保证刀盒安装的精度。
15、2、通过第一距离传感器和第二距离传感器分别对刀盒与主滑板之间的间隙、刀盒下端面与安装面之间的安装间隙进行检测,保证刀盒的两端在同一水平面上、刀盒与主滑板贴合面的间隙在误差范围内,避免刀盒的上下位置和水平位置出现错位不整齐的情况。
16、3、本实用新型结构简单,有效的保证刀盒多次安装或者更换刀盒过程中都能够达到所需的安装位置,有效的降低了人工检测的费时费力和人工误差,提高了刀盒安装精度。
17、以下结合附图和具体实施方式对本实用新型的详细结构作进一步描述。
技术特征:
1.一种榫槽拉刀零点定位刀盒,包括主滑板、刀盒和定位器,刀盒通过定位器安装在主滑板上,并通过锁紧装置锁紧在主滑板上,其特征在于:所述主滑板上设有用于检测刀盒与滑板之间间隙的距离检测器。
2.根据权利要求1所述的榫槽拉刀零点定位刀盒,其特征在于:所述定位器包括定位油缸和刀盒挡块,刀盒挡块固定安装在主滑板的一端,定位油缸安装在主滑板的另一端,刀盒通过定位油缸固定在定位油缸与刀盒挡块之间。
3.根据权利要求1所述的榫槽拉刀零点定位刀盒,其特征在于:所述锁紧装置包括锁紧油缸、蝶形弹簧和盖板,锁紧油缸安装在主滑板的安装孔内,锁紧油缸上的伸缩端设有锁头,蝶形弹簧套设在锁头上并通过盖板安装在安装孔内,锁头穿过盖板可伸缩移动对刀盒锁止,刀盒上设有与锁头匹配的锁止口。
4.根据权利要求1所述的榫槽拉刀零点定位刀盒,其特征在于:所述距离检测器包括第一距离传感器和第二距离传感器,第一距离传感器通过安装孔设置在主滑板上用于检测刀盒与主滑板贴合面的间隙距离,第二距离传感器通过支撑座设置在主滑板的下端,用于检测刀盒与主滑板下端面的位置距离。
5.根据权利要求4所述的榫槽拉刀零点定位刀盒,其特征在于:所述第一距离传感器和第二距离传感器均设置两个,第一距离传感器和第二距离传感器组合设置检测刀盒两个不同点的间隙,主滑板的两端各设置一组用于检测安装间隙。
6.根据权利要求4所述的榫槽拉刀零点定位刀盒,其特征在于:所述支撑座通过螺栓固定在主滑板的下端,支撑座上设有刀盒安装面,第二传感器嵌设在刀盒安装面内。
7.根据权利要求6所述的榫槽拉刀零点定位刀盒,其特征在于:所述刀盒安装面靠近主滑板的一侧设有倒v字型凸起。
8.根据权利要求1所述的榫槽拉刀零点定位刀盒,其特征在于:所述主滑板上设有定位斜面,定位斜面通过螺栓安装固定在主滑板的凹槽内。
9.根据权利要求8所述的榫槽拉刀零点定位刀盒,其特征在于:所述定位斜面对称的设置在主滑板的上下端。
10.根据权利要求9所述的榫槽拉刀零点定位刀盒,其特征在于:所述定位斜面截面呈梯形。
技术总结
本技术提供了一种榫槽拉刀零点定位刀盒,包括主滑板、刀盒和定位器,刀盒通过定位器安装在主滑板上,并通过锁紧装置锁紧在主滑板上,主滑板上设有用于检测刀盒与滑板之间间隙的距离检测器;本技术结构简单,有效的保证刀盒多次安装或者更换刀盒过程中都能够达到所需的安装位置,有效的降低了人工检测的费时费力和人工误差,提高了刀盒安装精度;方案通过定位器、锁紧装置和距离检测器结合,有效的对刀盒的安装间隙进行检测,将安装间隙误差控制在0.01mm以下的范围内,保证刀盒安装的精度;通过第一距离传感器和第二距离传感器分别对刀盒与主滑板之间的间隙、刀盒下端面与安装面之间的安装间隙进行检测,保证刀盒安装位置的精度。
技术研发人员:陈彬,赵建华,刘代波,周露
受保护的技术使用者:长沙思胜智能设备有限公司
技术研发日:20231120
技术公布日:2024/6/23
- 还没有人留言评论。精彩留言会获得点赞!