一种埋弧焊焊接自动调节装置的制作方法
本技术涉及埋弧焊焊接,尤其涉及一种埋弧焊焊接自动调节装置。
背景技术:
1、埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。
2、现有的焊接自动调节装置在使用时,如申请号cn202221411283.5涉及自动调节装置技术领域,且公开了一种埋弧焊焊接自动调节装置,包括上下贯通的安装框,所述安装框的两侧对称安装有安装板;所述安装板上设有调节驱动机构;所述调节驱动机构的下方设有承接吸取机构。本实用新型提出一种埋弧焊焊接自动调节装置,本实用新型通过设有调节驱动机构;然而上述技术中,主要是通过液压缸进行双向的调节,但是焊接的产品具备多样性的尺寸,调节上难以精准的适应,因此,本实用新型提出一种埋弧焊焊接自动调节装置以解决现有技术中存在的问题。
技术实现思路
1、针对上述问题,本实用新型提出一种埋弧焊焊接自动调节装置,该埋弧焊焊接自动调节装置主要是利用顶气缸输出动力带动输出端进行伸缩运行后使得制动条将螺纹套进行制动,通过制动后经过螺纹条、第二端贴片、驱动机箱、齿轮组、传动轮组和驱动电机的共同配合下让螺纹条根据产品的尺寸精准的调节到适合的位置,这样能够有效的提升设备的多样适应性,保证了产品的加工精度。
2、为实现本实用新型的目的,本实用新型通过以下技术方案实现:一种埋弧焊焊接自动调节装置,包括清理支撑部件和第一调节组件,所述清理支撑部件的一端上方设置有螺栓装配的第一调节组件,所述清理支撑部件的另一端上方设置有螺栓装配的第二调节机构;
3、所述第一调节组件包含有螺栓基座、第一端架、装配套盘、调节气缸、轴承板、减震器和第一端贴片,所述第一端架通过螺栓基座螺栓连接在所述清理支撑部件的一端上方,所述第一端架的边侧设置有螺栓套接的装配套盘,且所述装配套盘的内侧设置有连接调节气缸输出端的轴承板,所述轴承板的内边侧设这样轴承连接的减震器,且所述减震器的内端设置有第一端贴片。
4、作为本实用新型的一种优选实施方式,所述调节气缸以轴承板的中轴线对称分布,所述减震器具备伸缩结构。
5、作为本实用新型的一种优选实施方式,所述清理支撑部件包含有垫片、配重基板、托座、下落舱、隔离网、连通涵道、清理舱、底气缸和推板,所述垫片的顶侧设置有配重基板,且所述配重基板的顶侧通过托座螺栓连接有安装隔离网的下落舱。
6、作为本实用新型的一种优选实施方式,所述下落舱的一侧设置有连通涵道,且所述连通涵道的一端设置有清理舱,所述下落舱的内部设置有连接底气缸输出端的推板。
7、作为本实用新型的一种优选实施方式,所述第二调节机构包含有第二端架、轴承座、螺栓盘、顶气缸、制动条、螺纹套、螺纹条、第二端贴片、驱动机箱、齿轮组、传动轮组和驱动电机,所述第二端架设置在所述下落舱的另一端上方,所述第二端架的内部通过螺栓盘螺栓套接有轴承座,所述第二端架的顶侧设置有顶气缸,且所述顶气缸的输出端连接有制动条。
8、作为本实用新型的一种优选实施方式,所述轴承座轴承连接有螺纹套,且所述螺纹套螺纹连接有螺纹条,所述螺纹条的内端设置有第二端贴片,所述螺纹条的另一端设置有驱动机箱的输出端,所述驱动机箱的内部设置有连接传动轮组输出端的齿轮组,所述传动轮组的输入端连接有驱动电机。
9、本实用新型的有益效果为:
10、本实用新型主要是利用顶气缸输出动力带动输出端进行伸缩运行后使得制动条将螺纹套进行制动,通过制动后经过螺纹条、第二端贴片、驱动机箱、齿轮组、传动轮组和驱动电机的共同配合下让螺纹条根据产品的尺寸精准的调节到适合的位置,这样能够有效的提升设备的多样适应性,保证了产品的加工精度。
技术特征:
1.一种埋弧焊焊接自动调节装置,包括清理支撑部件(1)和第一调节组件(2),其特征在于:所述清理支撑部件(1)的一端上方设置有螺栓装配的第一调节组件(2),所述清理支撑部件(1)的另一端上方设置有螺栓装配的第二调节机构(3);
2.根据权利要求1所述的一种埋弧焊焊接自动调节装置,其特征在于:所述调节气缸(204)以轴承板(205)的中轴线对称分布,所述减震器(206)具备伸缩结构。
3.根据权利要求1所述的一种埋弧焊焊接自动调节装置,其特征在于:所述清理支撑部件(1)包含有垫片(101)、配重基板(102)、托座(103)、下落舱(104)、隔离网(105)、连通涵道(106)、清理舱(107)、底气缸(108)和推板(109),所述垫片(101)的顶侧设置有配重基板(102),且所述配重基板(102)的顶侧通过托座(103)螺栓连接有安装隔离网(105)的下落舱(104)。
4.根据权利要求3所述的一种埋弧焊焊接自动调节装置,其特征在于:所述下落舱(104)的一侧设置有连通涵道(106),且所述连通涵道(106)的一端设置有清理舱(107),所述下落舱(104)的内部设置有连接底气缸(108)输出端的推板(109)。
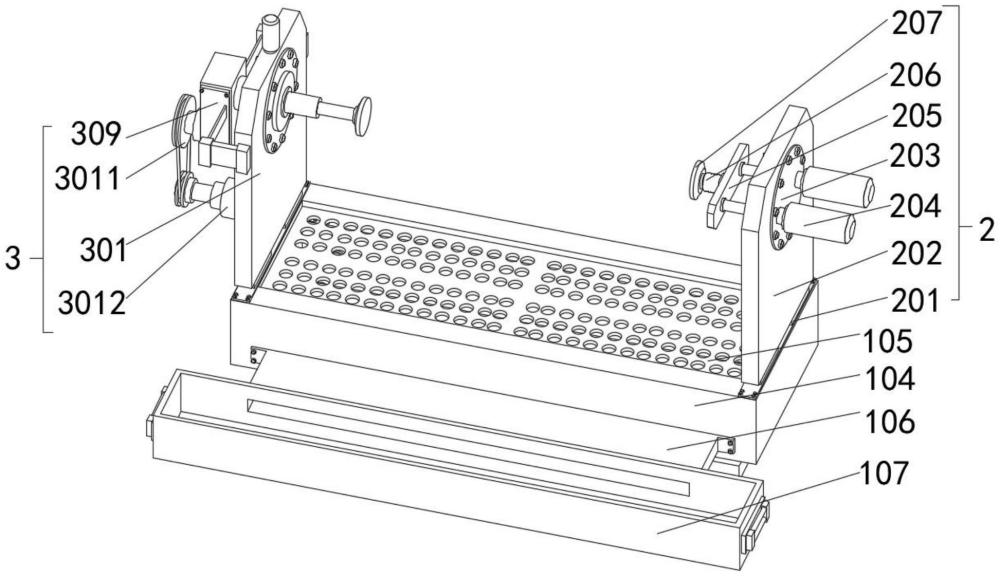
5.根据权利要求3所述的一种埋弧焊焊接自动调节装置,其特征在于:所述第二调节机构(3)包含有第二端架(301)、轴承座(302)、螺栓盘(303)、顶气缸(304)、制动条(305)、螺纹套(306)、螺纹条(307)、第二端贴片(308)、驱动机箱(309)、齿轮组(3010)、传动轮组(3011)和驱动电机(3012),所述第二端架(301)设置在所述下落舱(104)的另一端上方,所述第二端架(301)的内部通过螺栓盘(303)螺栓套接有轴承座(302),所述第二端架(301)的顶侧设置有顶气缸(304),且所述顶气缸(304)的输出端连接有制动条(305)。
6.根据权利要求5所述的一种埋弧焊焊接自动调节装置,其特征在于:所述轴承座(302)轴承连接有螺纹套(306),且所述螺纹套(306)螺纹连接有螺纹条(307),所述螺纹条(307)的内端设置有第二端贴片(308),所述螺纹条(307)的另一端设置有驱动机箱(309)的输出端,所述驱动机箱(309)的内部设置有连接传动轮组(3011)输出端的齿轮组(3010),所述传动轮组(3011)的输入端连接有驱动电机(3012)。
技术总结
本技术提供了一种埋弧焊焊接自动调节装置,涉及埋弧焊焊接技术领域,包括清理支撑部件和第一调节组件,所述清理支撑部件的一端上方设置有螺栓装配的第一调节组件,所述清理支撑部件的另一端上方设置有螺栓装配的第二调节机构,所述第一调节组件包含有螺栓基座、第一端架、装配套盘、调节气缸、轴承板、减震器和第一端贴片;本技术主要是利用顶气缸输出动力带动输出端进行伸缩运行后使得制动条将螺纹套进行制动,通过制动后经过螺纹条、第二端贴片、驱动机箱、齿轮组、传动轮组和驱动电机的共同配合下让螺纹条根据产品的尺寸精准的调节到适合的位置,这样能够有效的提升设备的多样适应性,保证了产品的加工精度。
技术研发人员:屠涛雄,汪文华,周丽梅
受保护的技术使用者:武汉天高熔接股份有限公司
技术研发日:20231121
技术公布日:2024/6/30
- 还没有人留言评论。精彩留言会获得点赞!