一种长孔径工件内牙加工刀具的制作方法
本技术属于加工刀具设计,特别涉及一种长孔径工件内牙加工刀具。
背景技术:
1、现有技术中,工件上通孔的内牙一般是利用数控加工中心加工得到,加工过程所使用的加工刀具中,仅有一端设置夹持部供主轴夹持,在主轴驱动下,位于加工刀具另一端的刀刃对通孔的内壁进行铣削,配合沿通孔轴向方向的进给运动,最终在通孔中加工出内牙。
2、然而对于孔径比(孔的长度与孔的直径之比)大于等于3的通孔而言(参考附图4),通孔越深,进给运动行程越大,则加工刀具长度越长,由于加工刀具只有一端被主轴所夹持,导致过长的加工刀具在作业时容易出震刀现象,因此上述现有的方式无法适用于孔径比大于等于3的通孔的内牙加工。
3、因此,现有技术有待改进和发展。
技术实现思路
1、本实用新型的目的在于提供了一种长孔径工件内牙加工刀具,其轴向两端均能够被主轴夹持从而避免对孔径比大于等于3的通孔进行内牙加工时出现震刀现象。
2、第一方面,本实用新型提供一种长孔径工件内牙加工刀具,包括:
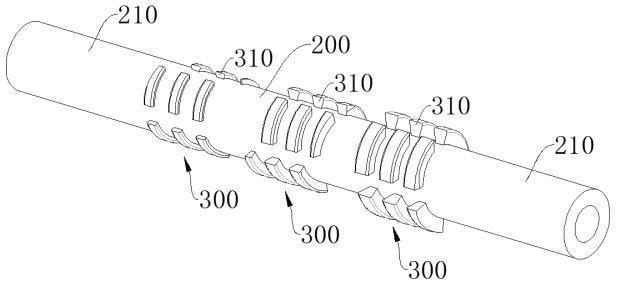
3、刀杆,所述刀杆轴向方向的两端均设置有夹持部,所述夹持部用于与外部主轴连接;
4、刀刃,所述刀刃设置在所述刀杆的周面上且位于两个所述夹持部之间;所述刀刃沿所述刀杆的径向方向凸出。
5、本实用新型提供的长孔径工件内牙加工刀具,其轴向两端均能够被主轴夹持,由于两端受制于主轴的限位作用,因此避免了加工刀具在旋转和移动过程中出现震刀现象,有效适用于对孔径比大于等于3的通孔进行内牙加工。
6、进一步的,包括多个所述刀刃,多个所述刀刃沿所述刀杆轴向方向间隔排布在所述刀杆的周面上,且各个所述刀刃的凸出距离有序增加。
7、加工刀具只需穿过待加工通孔一次,便可以完成内牙加工,无需控制加工刀具往返移动,也无需控制加工刀具改变转向,优化了加工步骤,简化了加工程序,达到提高加工效率的效果。
8、进一步的,所述刀刃包括多个刃牙,多个所述刃牙呈螺旋形绕设在所述刀杆的周面上且间隔设置。
9、进一步的,同一所述刀刃的刃牙沿所述刀杆的径向方向的凸出距离相同。
10、在先的刃牙和在后的刃牙相互配合能够有效确保其切削位置无毛刺且足够平整,以满足高精度的内牙加工要求。
11、进一步的,同一所述刀刃的刃牙沿所述刀杆的径向方向的凸出距离不同,且同一所述刀刃的刃牙沿所述刀杆的径向方向的凸出距离有序增加。
12、刀刃的切削深度被进一步分摊到各个刃牙上,从而减少各个刃牙的切削量,有利于减少刃牙磨损,达到保护刀刃的效果。
13、进一步的,所有所述刃牙沿所述刀杆的周向方向延伸的长度相同。
14、进一步的,同一所述刀刃的刃牙沿所述刀杆的轴向方向的投影分设为至少两组相互间隔的刃牙组,每组所述刃牙组包括多个所述刃牙。
15、进一步的,同一所述刀刃的刃牙沿所述刀杆的轴向方向的投影分设为四组所述刃牙组。
16、进一步的,所述刀杆和所有所述刀刃为一体制造成型。
17、进一步的,所述刀杆由多个可拆卸分离的拼接段拼接而成,每个所述拼接段均设置有一个所述刀刃。
18、由上可知,本实用新型的长孔径工件内牙加工刀具,刀杆的轴向两端均设置有可供主轴夹持的夹持部,加工时,利用两个主轴分别夹持加工刀具的轴向两端并同步驱动加工刀具旋转,由于刀杆两端被主轴限位,因此加工刀具在旋转和移动过程中也不会出现震刀现象,实现对孔径比大于等于3的通孔进行内牙加工。
19、本实用新型的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型实施例了解。本实用新型的目的和其他优点可通过在所写的说明书、以及附图中所特别指出的结构来实现和获得。
技术特征:
1.一种长孔径工件内牙加工刀具,其特征在于,包括:
2.根据权利要求1所述的长孔径工件内牙加工刀具,其特征在于,包括多个所述刀刃(300),多个所述刀刃(300)沿所述刀杆(200)轴向方向间隔排布在所述刀杆(200)的周面上,且各个所述刀刃(300)的凸出距离有序增加。
3.根据权利要求1所述的长孔径工件内牙加工刀具,其特征在于,所述刀刃(300)包括多个刃牙(310),多个所述刃牙(310)呈螺旋形绕设在所述刀杆(200)的周面上且间隔设置。
4.根据权利要求3所述的长孔径工件内牙加工刀具,其特征在于,同一所述刀刃(300)的刃牙(310)沿所述刀杆(200)的径向方向的凸出距离相同。
5.根据权利要求3所述的长孔径工件内牙加工刀具,其特征在于,同一所述刀刃(300)的刃牙(310)沿所述刀杆(200)的径向方向的凸出距离不同,且同一所述刀刃(300)的刃牙(310)沿所述刀杆(200)的径向方向的凸出距离有序增加。
6.根据权利要求3所述的长孔径工件内牙加工刀具,其特征在于,所有所述刃牙(310)沿所述刀杆(200)的周向方向延伸的长度相同。
7.根据权利要求3所述的长孔径工件内牙加工刀具,其特征在于,同一所述刀刃(300)的刃牙(310)沿所述刀杆(200)的轴向方向的投影分设为至少两组相互间隔的刃牙组,每组所述刃牙组包括多个所述刃牙。
8.根据权利要求7所述的长孔径工件内牙加工刀具,其特征在于,同一所述刀刃(300)的刃牙(310)沿所述刀杆(200)的轴向方向的投影分设为四组所述刃牙组。
9.根据权利要求1所述的长孔径工件内牙加工刀具,其特征在于,所述刀杆(200)和所有所述刀刃(300)为一体制造成型。
10.根据权利要求1所述的长孔径工件内牙加工刀具,其特征在于,所述刀杆(200)由多个可拆卸分离的拼接段拼接而成,每个所述拼接段均设置有一个所述刀刃(300)。
技术总结
本技术公开了一种长孔径工件内牙加工刀具,属于加工刀具设计技术领域,包括刀杆和刀刃,刀杆轴向方向的两端均设置有夹持部,夹持部用于与外部主轴连接;刀刃设置在刀杆的周面上且位于两个夹持部之间;刀刃沿刀杆的径向方向凸出。本技术的长孔径工件内牙加工刀具的轴向两端均能够被主轴夹持从而避免对孔径比大于等于3的通孔进行内牙加工时出现震刀现象。
技术研发人员:黄健敏,黄昊贤,黄臻贤
受保护的技术使用者:佛山市顺德区国强道生实业有限公司
技术研发日:20231121
技术公布日:2024/6/30
- 还没有人留言评论。精彩留言会获得点赞!