一种方管折弯成型模的制作方法
本技术涉及模具,尤其是指一种方管折弯成型模。
背景技术:
1、市面上一般销售的方管都是平直的方管,但是在实际生产或使用过程中,往往需要对方管进行折弯以满足不同场景的使用需求。现有技术中,一般是通过方管折弯成型装置或方管折弯成型模具对平直的方管进行折弯成型,但是在对方管折弯成型的过程中,方管虽然能够折弯成型,但是方管还容易发生多余的变形,导致方管折弯成型的质量差,通常还需要通过整形装置对变形后的方管进行整形处理,从而增加了加工工位,增大了生产成本,降低了生产效率。
2、现有专利中,申请号为202021143143.5的中国专利文件公开了一种方管折弯成型装置,包括下模板,上模板,下支架,上支架,下翻板,上翻板,下折弯板及上折弯板,下模板四个角上设有导柱,上模板四个角对应设有与导柱配合的导套,下支架安装在下模板一端,下翻板通过转销固定在下支架上并可转动,下折弯板端部为圆弧面,其安装在下模板另一端,所述上支架安装在上模板的一端,上翻板通过转销固定在上支架上并可转动,上折弯板端部为圆弧面,其安装在上模板另一端,方管放置在下翻板与下折弯板上,其内部填充钢球,两端装有弹性堵头,上模板下压,下折弯板与上折弯板对方管进行折弯。该专利文件只能对方管的中部进行折弯成型,无法对方管的端部进行折弯成型,且在对方管进行折弯成型的过程中,方管容易发生变形,难以保证折弯成型后的方管质量。因此,缺陷十分明显,亟需提供一种解决方案。
技术实现思路
1、为了解决上述技术问题,本实用新型的目的在于提供一种方管折弯成型模。
2、为了实现上述目的,本实用新型采用如下技术方案:
3、一种方管折弯成型模,其包括底座、设置于底座的一侧的方管折弯成型凹模、升降设置于方管折弯成型凹模的上方的方管折弯成型凸模、水平滑动连接于底座的平移座、升降地滑动连接于平移座的浮块、装设于浮块并朝方管折弯成型凹模的方向延伸的方管模芯、装设于平移座的顶部并用于抵触浮块的顶部的限位块及用于驱动平移座靠近或远离方管折弯成型凹模的移动驱动机构,方管折弯成型凹模与方管折弯成型凸模凹凸适配,浮块的底部经由浮动弹性件与平移座弹性连接,方管模芯能够水平地插入方管折弯成型凹模的凹腔内。
4、进一步地,方管折弯成型凹模的中部升降滑动连接有顶块,顶块的底面连接有抵顶弹性件,顶块的顶端能够伸入方管折弯成型凹模的凹腔内,顶块与方管折弯成型凸模的凸块对应设置。
5、进一步地,平移座靠近方管折弯成型凹模的一侧设置有滑槽,浮块设置有与滑槽滑动连接的滑块,限位块的一端位于滑槽的顶端上方。
6、进一步地,移动驱动机构包括水平地弹性连接于底座与平移座之间的复位弹性件及用于驱动平移座靠近或远离方管折弯成型凹模的驱动块。
7、进一步地,平移座远离方管折弯成型凹模的一侧设置有第一驱动斜面,驱动块设置有用于与第一驱动斜面滑动配合的第二驱动斜面。
8、进一步地,驱动块的侧壁固定连接有拉板,拉板的自由端设置有拉块,平移座的侧壁设置有斜槽,拉块突伸至斜槽内并与斜槽滑动连接。
9、进一步地,平移座远离方管折弯成型凹模的一侧设置有限位台阶,限位台阶位于第一驱动斜面的底端,驱动块的内侧壁设置有与限位台阶抵触的限位面,平移座的侧壁设置有与斜槽的底端连通的竖槽,拉块能够沿着斜槽移动至竖槽内。
10、进一步地,限位块的底面设置有缓冲块,缓冲块用于与浮块的顶部抵触。
11、进一步地,底座装设有料感应器,料感应器用于检测方管折弯成型凹模的凹腔内是否有方管。
12、进一步地,方管折弯成型凹模的一侧设置有用于对方管模芯或/和方管折弯成型凹模的内腔内的方管进行喷油的喷油嘴。
13、本实用新型的有益效果:在实际应用中,方管折弯成型凸模与方管折弯成型凹模处于打开状态,平移座处于远离方管折弯成型凹模的位置,方管模芯位于方管折弯成型凹模的外侧,此时即可将方管的一端放置在方管折弯成型凹模的凹腔内,且使得方管的内腔与方管模芯对应,接着移动驱动机构驱动平移座连带浮块和方管模芯朝靠近方管折弯成型凹模的方向移动,直至方管模芯插入方管的内腔内,然后方管折弯成型凸模下移,以使得方管折弯成型凸模与方管折弯成型凹模合模,方管折弯成型凸模向方管施压,在方管折弯成型凸模与方管折弯成型凹模配合作用下将方管向下折弯成型,在方管向下折弯成型的过程中,浮块会向下移动并压缩浮动弹性件,使得方管模芯会跟随方管向下移动,从而保证了在对方管进行折弯成型的过程中,方管模芯对折弯成型的方管进行整形,避免方管在折弯成型的过程中发生变形。方管折弯成型后,移动驱动机构驱动平移座朝远离方管折弯成型凹模的方向移动,直至方管模芯完全从折弯成型后的方管中拔出,方管模芯拔离方管后,浮块在浮动弹性件的回弹力作用下带动方管模芯上移并复位,以便于进行下一次的折弯成型,接着方管折弯成型凸模上移,使得方管折弯成型凸模与方管折弯成型凹模开模,即可取走折弯成型后的方管。本实用新型在一个工位内实现对方管进行向下折弯成型的同时,方管模芯对方管进行整形,避免方管向下折弯成型的过程中发生变形,提高了方管折弯成型的效率和质量。
技术特征:
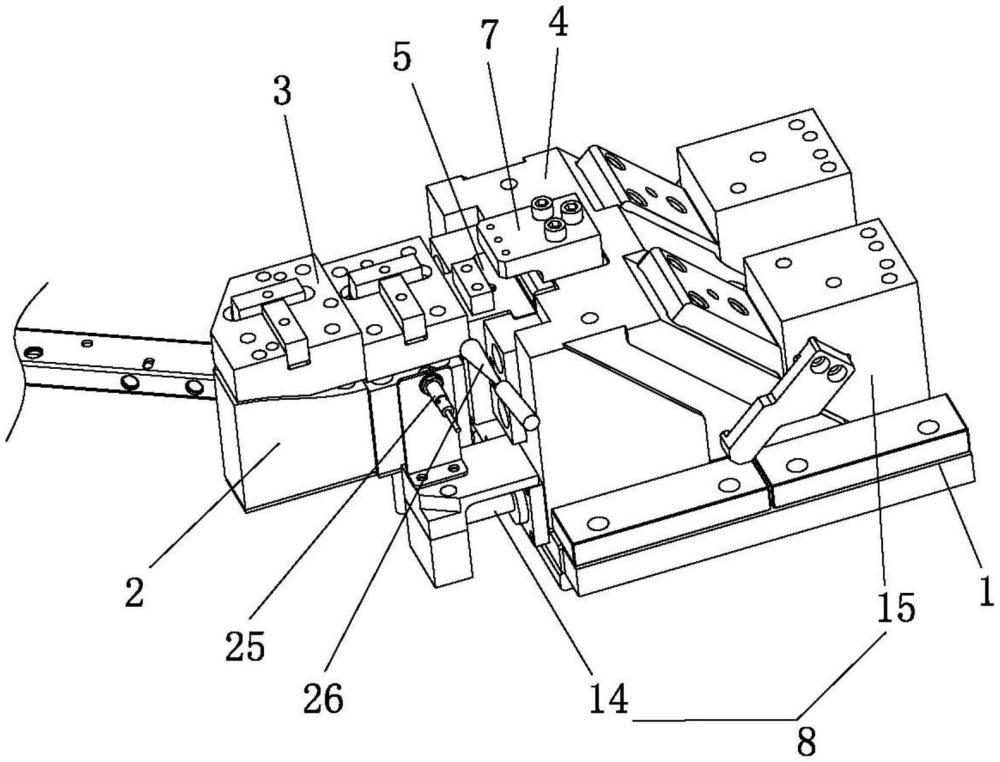
1.一种方管折弯成型模,其特征在于:包括底座(1)、设置于底座(1)的一侧的方管折弯成型凹模(2)、升降设置于方管折弯成型凹模(2)的上方的方管折弯成型凸模(3)、水平滑动连接于底座(1)的平移座(4)、升降地滑动连接于平移座(4)的浮块(5)、装设于浮块(5)并朝方管折弯成型凹模(2)的方向延伸的方管模芯(6)、装设于平移座(4)的顶部并用于抵触浮块(5)的顶部的限位块(7)及用于驱动平移座(4)靠近或远离方管折弯成型凹模(2)的移动驱动机构(8),方管折弯成型凹模(2)与方管折弯成型凸模(3)凹凸适配,浮块(5)的底部经由浮动弹性件(9)与平移座(4)弹性连接,方管模芯(6)能够水平地插入方管折弯成型凹模(2)的凹腔内。
2.根据权利要求1所述的一种方管折弯成型模,其特征在于:方管折弯成型凹模(2)的中部升降滑动连接有顶块(10),顶块(10)的底面连接有抵顶弹性件(11),顶块(10)的顶端能够伸入方管折弯成型凹模(2)的凹腔内,顶块(10)与方管折弯成型凸模(3)的凸块对应设置。
3.根据权利要求1所述的一种方管折弯成型模,其特征在于:平移座(4)靠近方管折弯成型凹模(2)的一侧设置有滑槽(12),浮块(5)设置有与滑槽(12)滑动连接的滑块(13),限位块(7)的一端位于滑槽(12)的顶端上方。
4.根据权利要求1所述的一种方管折弯成型模,其特征在于:移动驱动机构(8)包括水平地弹性连接于底座(1)与平移座(4)之间的复位弹性件(14)及用于驱动平移座(4)靠近或远离方管折弯成型凹模(2)的驱动块(15)。
5.根据权利要求4所述的一种方管折弯成型模,其特征在于:平移座(4)远离方管折弯成型凹模(2)的一侧设置有第一驱动斜面(16),驱动块(15)设置有用于与第一驱动斜面(16)滑动配合的第二驱动斜面(17)。
6.根据权利要求5所述的一种方管折弯成型模,其特征在于:驱动块(15)的侧壁固定连接有拉板(18),拉板(18)的自由端设置有拉块(19),平移座(4)的侧壁设置有斜槽(20),拉块(19)突伸至斜槽(20)内并与斜槽(20)滑动连接。
7.根据权利要求6所述的一种方管折弯成型模,其特征在于:平移座(4)远离方管折弯成型凹模(2)的一侧设置有限位台阶(21),限位台阶(21)位于第一驱动斜面(16)的底端,驱动块(15)的内侧壁设置有与限位台阶(21)抵触的限位面(22),平移座(4)的侧壁设置有与斜槽(20)的底端连通的竖槽(23),拉块(19)能够沿着斜槽(20)移动至竖槽(23)内。
8.根据权利要求1所述的一种方管折弯成型模,其特征在于:限位块(7)的底面设置有缓冲块(24),缓冲块(24)用于与浮块(5)的顶部抵触。
9.根据权利要求1所述的一种方管折弯成型模,其特征在于:底座(1)装设有料感应器(25),料感应器(25)用于检测方管折弯成型凹模(2)的凹腔内是否有方管。
10.根据权利要求1所述的一种方管折弯成型模,其特征在于:方管折弯成型凹模(2)的一侧设置有用于对方管模芯(6)或/和方管折弯成型凹模(2)的内腔内的方管进行喷油的喷油嘴(26)。
技术总结
本技术涉及模具技术领域,尤其是指一种方管折弯成型模,包括底座、方管折弯成型凹模、方管折弯成型凸模、水平滑动连接于底座的平移座、升降地滑动连接于平移座的浮块、装设于浮块并朝方管折弯成型凹模的方向延伸的方管模芯、装设于平移座的顶部并用于抵触浮块的顶部的限位块及用于驱动平移座靠近或远离方管折弯成型凹模的移动驱动机构,方管折弯成型凹模与方管折弯成型凸模凹凸适配,浮块的底部经由浮动弹性件与平移座弹性连接,方管模芯能够水平地插入方管折弯成型凹模的凹腔内。本申请在实现对方管进行向下折弯成型的同时,方管模芯对方管进行整形,避免方管向下折弯成型的过程中发生变形,提高了方管折弯成型的效率和质量。
技术研发人员:朱鹏军,魏泽铅,朱鹏斌,何朋
受保护的技术使用者:广东中泰工业科技股份有限公司
技术研发日:20231121
技术公布日:2024/7/29
- 还没有人留言评论。精彩留言会获得点赞!