一种半精机加刀片及刀具的制作方法
本技术公开了一种半精机加刀片及刀具,属于加工刀具。
背景技术:
1、在模具数控加工过程中,为了保证模具的精度公差通常把加工分为,粗加工,半精加工,精加工,粗加工:为了快速切除毛坯多余部分,以提高生产效率的加工工艺;半精加工:第一为了避免粗加工余量太大,导致加工应力的大量聚集,从而引起模具在精加工后产生过大的应力变形,第二为了消除工件在粗加工或热处理后的变形;精加工为使工件达到较高精度和表面质量要求的加工工艺。
2、现在数控加工过程中半精加工刀具多采用的是机夹刀片复合式,由主副刃组成,由于定位精度与刀片大小的问题造成安装有误差,误差±0.3mm,刀片本身精度不高(r±0.05mm),从而造成半精加工余量不均匀,加工过切或余量过大等问题,影响精加工的进程,导致增加生产成本,影响生产周期。现有半精加工刀具需要安装在特定的刀杆上。如图1所示,机夹刀片复合式,由主副刃和侧刃保护刃组成,缺点如下:
3、1、需使用专用刀杆,不同品牌产品刀杆不一样大大增加了管理成本;2、采用两片式安装方式,需要配件为两种4个螺钉对刀片进行固定对应的刀片,当更换刀片时,每次需要进行两次拆装,浪费安装时间;
4、3、重复定位精度低,此刀片优点是双方向旋转180度使用,可使用2次,然而当一面刀片使用后,刀片蹦损严重会造成不能二次使用或影响翻转后的安装精度,影响加工质量;
5、4、刀片自身精度低且刀片分开式安装,强度低,抗冲击性差,遇见加工余量不均匀,加工焊接材料以及延轴心方向进刀速度较快时,容易照成刀尖崩裂或劈叉,同时照成安装精度下降,影响曲面陡峭区域加工余量过少或过切。
技术实现思路
1、本实用新型的目的在于解决现有的机夹刀片大大增加了管理成本、浪费安装时间、重复定位精度低、强度低和抗冲击性差等问题,提出一种半精机加刀片及刀具。
2、本实用新型所要解决的问题是由以下技术方案实现的:
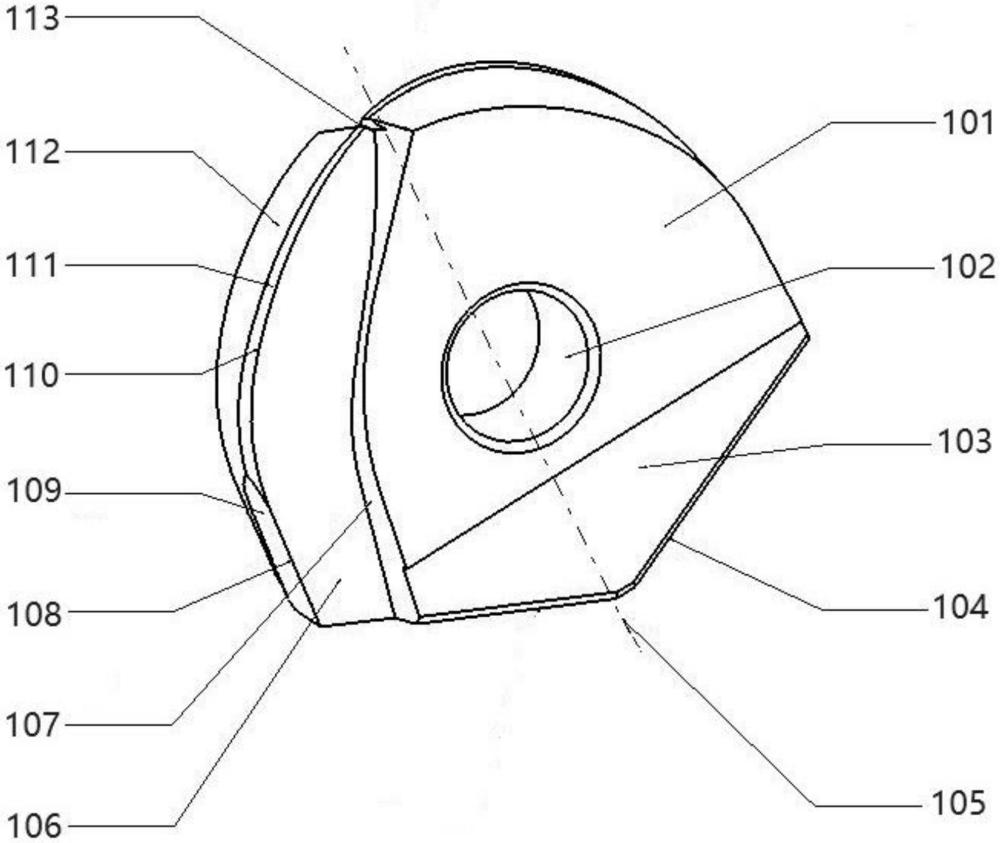
3、一种半精机加刀片,所述半精机加刀片包括刀头部和底部,所述底部呈v型面,所述刀头部包括通过刀片轴线对称的刀片切削面,两个所述刀片切削面的尖顶相交处设有偏心v型豁口,其中:
4、所述刀片切削面包括刀片基面,所述刀片基面中部设有定位销孔,所述刀片基面分别与刀片安装面和第二前刀面相邻,所述第二前刀面与第一前刀面相邻且呈一定角度,所述第一前刀面分别与第一后刀面和保护刃后刀面相邻,所述第一前刀面与保护刃后刀面组成保护刃,所述第一前刀面与第一后刀面组成主切削刃,所述保护刃后刀面一端分别与第一后刀面和第二后刀面相邻。
5、优选的是,所述第一前刀面与第一后刀面之间的夹角为83至87度。
6、优选的是,所述偏心v型豁口夹角为60度。
7、优选的是,所述第一前刀面与刀片基面夹角为-3至-7度。
8、优选的是,所述第一后刀面与刀片基面夹角为8至12度。
9、优选的是,所述第二后刀面与刀片基面夹角为20至24度。
10、一种半精机加刀具,包括刀杆和上述的半精机加刀片,所述刀杆包括刀杆本体设在其前段的刀片安装部,所述刀片安装部与半精机加刀片的v型面和刀片安装面配合夹持限位,所述刀片安装部设有与定位销孔配合的安装孔通过定位销进行定位。
11、本实用新型相对于现有而言具有的有益效果:
12、本实用新型公开了一种半精机加刀片,采用双片整合单片方式,降低管理成本,拆装更方便更快捷提高生产效率,定位方式采用v型定位方式增加刀片的定位精度和重复定位精度±0.01,安装原理与精加工刀片相同,与精加工刀片共同使用相同的装夹刀杆,减少装夹刀杆的使用品种,同时由于单片安装,减少螺钉安装时间和侧刃及安装螺钉,从而降低加工过程中生产成本,刀具前角与后角的参数合理选择增加耐磨性,增加切削稳定性。
技术特征:
1.一种半精机加刀片,其特征在于,所述半精机加刀片(100)包括刀头部和底部,所述底部呈v型面(104),所述刀头部包括通过刀片轴线(105)对称的刀片切削面,两个所述刀片切削面的尖顶相交处设有偏心v型豁口(113),其中:
2.根据权利要求1所述的一种半精机加刀片,其特征在于,所述第一前刀面(106)与第一后刀面(111)之间的夹角为83至87度。
3.根据权利要求1所述的一种半精机加刀片,其特征在于,所述偏心v型豁口(113)夹角为60度。
4.根据权利要求1所述的一种半精机加刀片,其特征在于,所述第一前刀面(106)与刀片基面(101)夹角为-3至-7度。
5.根据权利要求1所述的一种半精机加刀片,其特征在于,所述第一后刀面(111)与刀片基面(101)夹角为8至12度。
6.根据权利要求1所述的一种半精机加刀片,其特征在于,所述第二后刀面(112)与刀片基面(101)夹角为20至24度。
7.一种半精机加刀具,其特征在于,包括刀杆(200)和权利要求1-6中任一项所述的半精机加刀片(100),所述刀杆(200)包括刀杆本体(201)设在其前段的刀片安装部(202),所述刀片安装部(202)与半精机加刀片(100)的v型面(104)和刀片安装面(103)配合夹持限位,所述刀片安装部(202)设有与定位销孔(102)配合的安装孔(203)通过定位销进行定位。
技术总结
本技术公开了一种半精机加刀片及刀具,属于加工刀具技术领域,所述半精机夹刀片包括刀头部和底部,所述底部呈V型面,所述刀头部包括通过刀片轴线对称的刀片切削面,两个所述刀片切削面的尖顶相交处设有偏心V型豁口。本技术公开了一种半精机夹刀片,采用双片整合单片方式,降低管理成本,拆装更方便更快捷提高生产效率,定位方式采用V型定位方式增加刀片的定位精度和重复定位精度±0.01,安装原理与精加工刀片相同,与精加工刀片共同使用相同的装夹刀杆,减少装夹刀杆的使用品种,同时由于单片安装,减少螺钉安装时间和侧刃及安装螺钉,从而降低加工过程中生产成本,刀具前角与后角的参数合理选择增加耐磨性,增加切削稳定性。
技术研发人员:韩红建,孙敬国,杜松,郑坤,董志超,王文泽,丛新,何野夫
受保护的技术使用者:大连保税区东立机械有限公司
技术研发日:20231122
技术公布日:2024/9/5
- 还没有人留言评论。精彩留言会获得点赞!