一种传动转轴加工治具的制作方法
本技术涉及转动轴钻孔加工,具体而言,尤其涉及配合钻孔装置保持传动转轴加稳定且能够保护承物台面的传动转轴加工治具。
背景技术:
1、目前,针对传动转轴钻孔加工流程为:将上序加工好的每一个加工件(传动转轴),都要重新在机床内工作台上装卡、找正再进行加工,每次的装卡、找正都需要很长时间,费工时,加工效率低,如果卡位、找正不准确影响产品质量。
2、由于加工件(传动转轴)上的需要钻的孔是通孔,为了避免加工到工作台的底面,工件底部需要先加垫铁,将工件抬起并夹紧,再将垫铁取出,工件处于悬空夹紧状态,加工时工件容易发生位置偏移,出现废品。
技术实现思路
1、此治具的目的在于克服上述技术不足,开发一种在机床平台的端头固定一个治具座,治具座上可直接摆放2个(或更多)加工工件,将工件直接靠到指定位置后,将压板固定螺丝锁紧,便可加工,无需每次都找正,且效率高、废品率低。
2、本实用新型采用的技术手段如下:
3、一种传动转轴加工治具,包括:
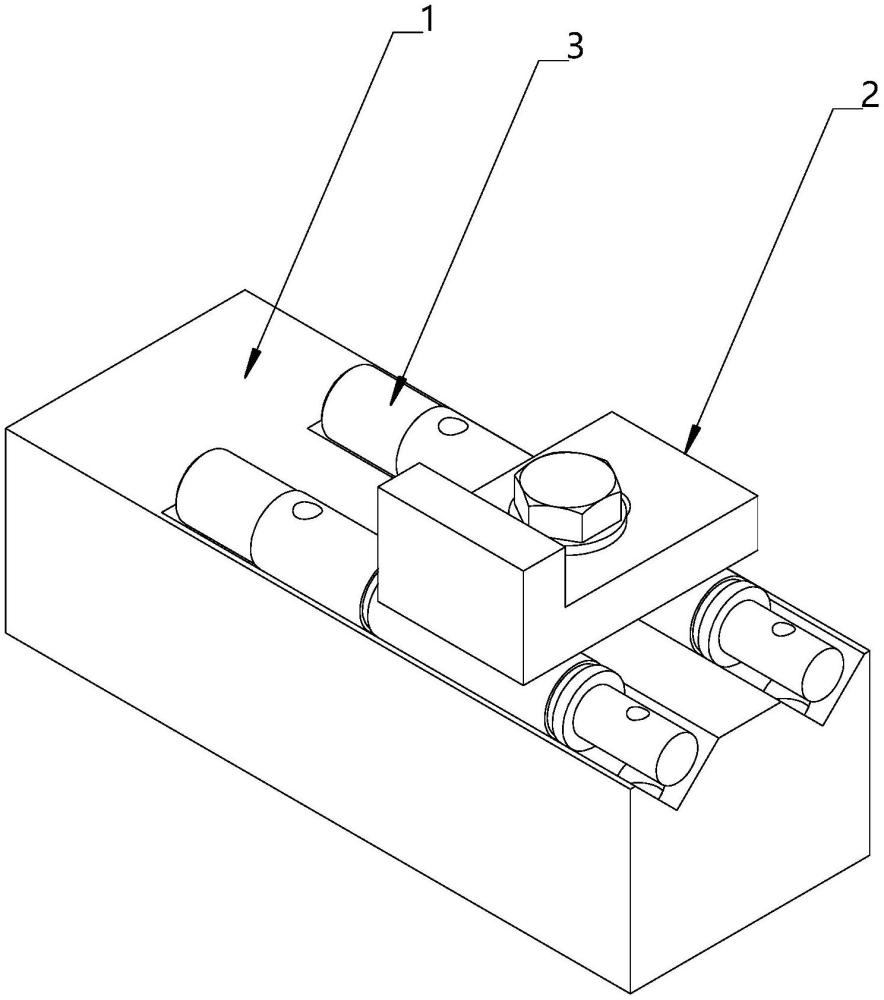
4、转轴嵌入限位座1和压板2;
5、上述转轴嵌入限位座1放置于钻孔装置的钻头下方工作区域,上表面加工至少1个用于传动转轴3水平嵌入放置的限位凹槽11;
6、上述限位凹槽11底部设置有于传动转轴3待钻孔位置正下方设置有用于容纳钻头贯穿于传动转轴3部分的避空槽31;
7、上述压板2可拆卸装配于转轴嵌入限位座1上表面,且装配后其下表面与传动转轴3上表面紧密贴合下压夹紧;
8、进一步的,
9、上述限位凹槽11为三角沟槽。
10、进一步的,
11、上述避空槽31为柱形孔,且至今大于传动转轴3的加工通孔直径。
12、进一步的,
13、上述压板2的下表面设置有一层防滑橡胶层,防止传动转轴3发生窜动;
14、进一步的,
15、上述压板2与转轴嵌入限位座1通过螺栓实现可拆卸装配。
16、较现有技术相比,本实用新型具有以下优点:
17、1、传动转轴无需以往的悬空装配与钻孔装置配合安装非常简单。
18、2、传动转轴固定后非常稳定,保证钻孔加工质量。
技术特征:
1.一种传动转轴加工治具,其特征在于,包括:
2.根据权利要求1所述的一种传动转轴加工治具,其特征在于,
3.根据权利要求1或2所述的一种传动转轴加工治具,其特征在于,
4.根据权利要求3所述的一种传动转轴加工治具,其特征在于,
5.根据权利要求4所述的一种传动转轴加工治具,其特征在于,
技术总结
本技术提供一种传动转轴加工治具包括:转轴嵌入限位座和压板;转轴嵌入限位座放置于钻孔装置的钻头下方工作区域,上表面加工至少1个用于传动转轴水平嵌入放置的限位凹槽;限位凹槽底部设置有于传动转轴待钻孔位置正下方设置有用于容纳钻头贯穿于传动转轴部分的避空槽;压板可拆卸装配于转轴嵌入限位座上表面,且装配后其下表面与传动转轴上表面紧密贴合下压夹紧;本申请可直接摆放2个(或更多)加工工件,将工件直接靠到指定位置后,将压板固定螺丝锁紧,便可加工,无需每次都找正,且效率高、废品率低。
技术研发人员:郭言伟,王成,徐晓强,洪源
受保护的技术使用者:东亚自动化设备(大连)有限公司
技术研发日:20231122
技术公布日:2024/7/11
- 还没有人留言评论。精彩留言会获得点赞!