汽车仪表安装架冲压模具
本技术涉及冲压,更具体地说,本技术涉及汽车仪表安装架冲压模具。
背景技术:
1、冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形和分离,从而获得所需形状和尺寸的工件(冲压件)的成型加工方法。支撑架是用于对汽车仪表盘进行支撑的组件配件。
2、其中,经检索发现,专利申请号为cn202221483143.9的实用新型专利公开了一种成型精度高的汽车仪表盘支撑架冲压模具,包括冲压底模、冲压顶模和固定机构,冲压底模包括下支架、底座和冲压型模,底座的上部开设有第一安装槽,底座的下部开设有第二安装槽,冲压顶模包括上支架和冲压型块,固定机构包括固定盒和固定块,固定块是长条状,固定块的一端滑动设置在固定盒内部,固定块伸出固定盒的另一端向下抵紧冲压型模,将冲压型模固定在底座的第一安装槽内;
3、该结构在使用时,冲压型模、冲压型块和固定机构,用户通过固定机构更换冲压型模和冲压型块,从而实现了方便用户更换冲压型模,可以在同一设备上冲压出不同形状的仪表盘支架,扩大了设备的使用范围,但是该结构在使用时难以实现物料连续冲压成型,在使用时不够便捷。
技术实现思路
1、为了克服现有技术的上述缺陷,本实用新型提供汽车仪表安装架冲压模具,旨在解决上述背景技术中提出的问题。
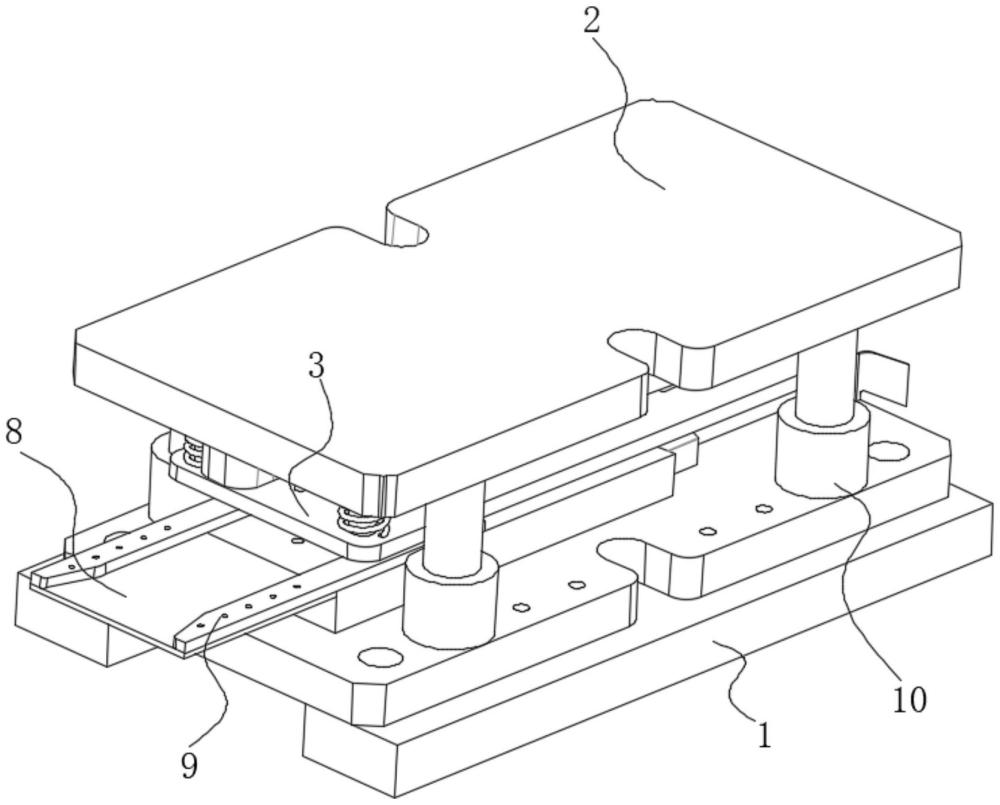
2、本实用新型是这样实现的,本实用新型提供如下技术方案:汽车仪表安装架冲压模具,包括用于支撑的底座,所述底座的顶部设置有冲压成型组件;
3、所述冲压成型组件包括设置在底座顶部可以上下位移的加强冲板,所述加强冲板的底部设置有用于限位的限位板,所述加强冲板和限位板之间设置有安装在加强冲板上用于冲模的修边块,所述修边块的一侧设置有用于压模的折弯块,所述修边块的另一侧设置有用于冲孔的冲针;
4、所述底座和限位板之间且位于底座的顶部设置有用于对物料进行支撑的垫棍;
5、可以看出,上述技术方案中,冲针对物料进行冲孔,而修边块则对物料外侧进行修边,同时通过折弯块则将物料通过垫棍的隔挡折弯成型,实现物料的冲孔、修边以及折弯同步进行,提高装置在使用时的便捷性以及连续性。
6、可选的,在可能的实施方式中,所述垫棍的一端设置有用于上料的导料板,所述导料板的顶部两侧分别设置有用于导向的导轨,所述底座的顶部四边角处分别设置液压杆,且各所述液压杆的输出端均延伸至加强冲板上,所述修边块的一侧设置有与限位板滑动连接的导向杆,所述垫棍的一端设置有倾斜向下的下料斗,所述限位板的表面开设有与修边块相匹配的第一错位口,所述第一错位口的表面一侧开设有与折弯块相匹配的第二错位口,所述限位板和加强冲板之间且位于限位板的顶部四边角处分别设置有弹簧柱;
7、可以看出,上述技术方案中,限位板最先与物料相接触,对物料冲压时进行限位,避免物料在进行冲压的过程中出现位移,确保物料冲压时的精度,而通过弹簧柱的设置,则能够对限位板最先进行缓冲,也方便后续限位板复位,而第一错位口和第二错位口则用于错开修边块和修边块与限位板之间的干涉,提高装置在使用时的便捷性。
8、本实用新型的技术效果和优点:
9、通过设置冲压成型组件,与现有技术相比,整体设计简单,结构合理,通过各个结构的相应配合使用,冲针对物料进行冲孔,而修边块则对物料外侧进行修边,同时通过折弯块则将物料通过垫棍的隔挡折弯成型,实现物料的冲孔、修边以及折弯同步进行,提高装置在使用时的便捷性以及连续性;
10、同时限位板最先与物料相接触,对物料冲压时进行限位,避免物料在进行冲压的过程中出现位移,确保物料冲压时的精度,方便使用的同时具有良好的实用性。
技术特征:
1.汽车仪表安装架冲压模具,包括用于支撑的底座(1),其特征在于:所述底座(1)的顶部设置有冲压成型组件;
2.根据权利要求1所述的汽车仪表安装架冲压模具,其特征在于:所述垫棍(7)的一端设置有用于上料的导料板(8),所述导料板(8)的顶部两侧分别设置有用于导向的导轨(9)。
3.根据权利要求1所述的汽车仪表安装架冲压模具,其特征在于:所述底座(1)的顶部四边角处分别设置液压杆(10),且各所述液压杆(10)的输出端均延伸至加强冲板(2)上。
4.根据权利要求1所述的汽车仪表安装架冲压模具,其特征在于:所述修边块(4)的一侧设置有与限位板(3)滑动连接的导向杆(12),所述垫棍(7)的一端设置有倾斜向下的下料斗(11)。
5.根据权利要求1所述的汽车仪表安装架冲压模具,其特征在于:所述限位板(3)的表面开设有与修边块(4)相匹配的第一错位口(13),所述第一错位口(13)的表面一侧开设有与折弯块(5)相匹配的第二错位口(14)。
6.根据权利要求1所述的汽车仪表安装架冲压模具,其特征在于:所述限位板(3)和加强冲板(2)之间且位于限位板(3)的顶部四边角处分别设置有弹簧柱(15)。
技术总结
本技术公开了汽车仪表安装架冲压模具,具体涉及冲压技术领域,包括用于支撑的底座,所述底座的顶部设置有冲压成型组件,所述冲压成型组件包括设置在底座顶部可以上下位移的加强冲板,所述加强冲板的底部设置有用于限位的限位板,所述加强冲板和限位板之间设置有安装在加强冲板上用于冲模的修边块。本技术通过设置冲压成型组件,能够实现物料的冲孔、修边以及折弯同步进行,提高装置在使用时的便捷性以及连续性,能够避免物料在进行冲压的过程中出现位移,确保物料冲压时的精度,方便使用的同时具有良好的实用性。
技术研发人员:赵博宁,白延庭,崔警卫
受保护的技术使用者:柳州铁道职业技术学院
技术研发日:20231123
技术公布日:2024/7/25
- 还没有人留言评论。精彩留言会获得点赞!