一种制动卡钳的综合夹具的制作方法
本申请涉及汽车零部件加工,尤其涉及一种制动卡钳的综合夹具。
背景技术:
1、汽车上的制动器卡钳通常为不规则形状,在进行制动卡钳的加工时,需要将制动卡钳固定在机床上进行加工,以保证加工精度。
2、制动卡钳的加工工序中包含制动卡钳的开档、圆弧、缸孔、支耳孔及端面、勾爪端面等的加工,如图1所示,10a为制动卡钳的缸孔,10b为制动卡钳的支耳孔及端面,10c为制动卡钳的勾爪端面。在制动卡钳的实际加工过程中,通常在第一道工序中对制动卡钳的开档、圆弧进行加工,在第二道工序中对缸孔10a进行加工,在第三道工序中对支耳孔及端面10b、勾爪端面10c进行加工。由于制动卡钳为不规则形状的工件,同时由于定位、设备、刀具的限制,通常存在加工精度无法满足要求的情况,导致制动卡钳无法满足工作要求,进而严重影响制动器总成的工作。
技术实现思路
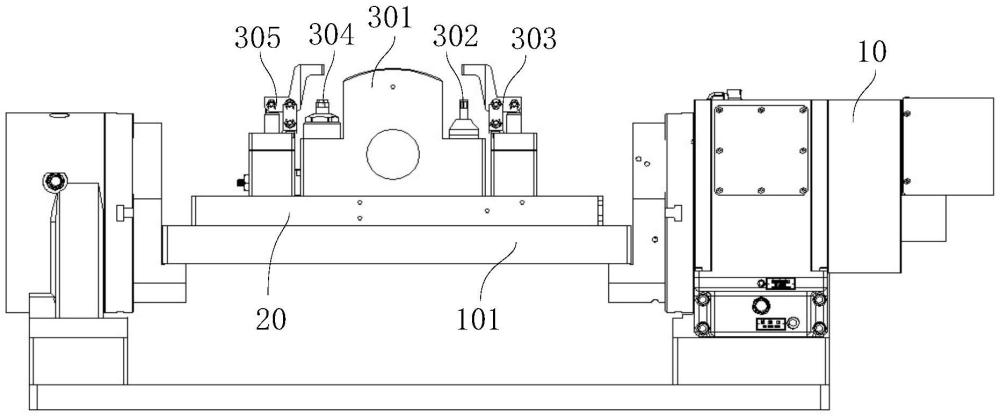
1、为了解决上述技术问题,本申请提供了一种制动卡钳的综合夹具,设置在转台组件上,所述转台组件包括第一安装板,所述第一安装板上设置有第二安装板,所述第二安装板上固定设置有定位座,所述定位座用于支撑制动卡钳并对制动卡钳进行预定位;沿所述第一安装板的长度方向,所述定位座的一侧设置有第一支撑单元和第一压紧单元,所述定位座的另一侧设置有第二支撑单元和第二压紧单元;沿所述第一安装板的宽度方向,所述定位座的一侧设置有第三压紧单元。
2、本申请一些实施例中,所述第一安装板上设置有第一安装孔,所述第二安装板上设置有第二安装孔,所述第一安装孔和所述第二安装孔中设置有球型锁快换组件,以实现所述第一安装板和所述第二安装板的快速安装和拆卸。
3、本申请一些实施例中,所述第一支撑单元和/或所述第二支撑单元为支撑缸。
4、本申请一些实施例中,所述第一压紧单元、所述第二压紧单元以及所述第三压紧单元为压紧缸。
5、本申请一些实施例中,所述定位座包括支撑部,所述支撑部的的顶面为弧形面,所述弧形面的弧度与制动卡钳的内凹弧面的弧度相适配。
6、与现有技术相比,本实用新型具有以下优点和有益效果:本申请的制动卡钳的综合夹具中设置有第一支撑单元、第一压紧单元、第二支撑单元、第二压紧单元以及第三压紧单元,可以对制动卡钳进行支撑和压紧,支撑点和压紧点分布均匀,可以提高制动卡钳的定位精度,进而提高制动卡钳的加工精度。
7、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本文。
技术特征:
1.一种制动卡钳的综合夹具,其特征在于,设置在转台组件上,所述转台组件包括第一安装板,所述第一安装板上设置有第二安装板,所述第二安装板上固定设置有定位座,所述定位座用于支撑制动卡钳并对制动卡钳进行预定位;沿所述第一安装板的长度方向,所述定位座的一侧设置有第一支撑单元和第一压紧单元,所述定位座的另一侧设置有第二支撑单元和第二压紧单元;沿所述第一安装板的宽度方向,所述定位座的一侧设置有第三压紧单元。
2.根据权利要求1所述的制动卡钳的综合夹具,其特征在于,所述第一安装板上设置有第一安装孔,所述第二安装板上设置有第二安装孔,所述第一安装孔和所述第二安装孔中设置有球型锁快换组件,以实现所述第一安装板和所述第二安装板的快速安装和拆卸。
3.根据权利要求1所述的制动卡钳的综合夹具,其特征在于,所述第一支撑单元和/或所述第二支撑单元为支撑缸。
4.根据权利要求1所述的制动卡钳的综合夹具,其特征在于,所述第一压紧单元、所述第二压紧单元以及所述第三压紧单元为压紧缸。
5.根据权利要求1所述的制动卡钳的综合夹具,其特征在于,所述定位座包括支撑部,所述支撑部的顶面为弧形面,所述弧形面的弧度与制动卡钳的内凹弧面的弧度相适配。
技术总结
本技术提供了一种制动卡钳的综合夹具,该综合夹具设置在转台组件上,转台组件包括第一安装板,第一安装板上设置有第二安装板,第二安装板上固定设置有定位座;沿第一安装板的长度方向,定位座的一侧设置有第一支撑单元和第一压紧单元,定位座的另一侧设置有第二支撑单元和第二压紧单元;沿第一安装板的宽度方向,定位座的一侧设置有第三压紧单元。第一支撑单元、第一压紧单元、第二支撑单元、第二压紧单元以及第三压紧单元,可以对制动卡钳进行支撑和压紧,支撑点和压紧点分布均匀,可以提高制动卡钳的定位精度,进而提高制动卡钳的加工精度。
技术研发人员:韩文涛,王侯,尹承峰,赵焕发,唐秋昇,迟民,亓世杰
受保护的技术使用者:青岛华瑞汽车零部件股份有限公司
技术研发日:20231123
技术公布日:2024/6/18
- 还没有人留言评论。精彩留言会获得点赞!