一种管材多点旋压成形模具
本技术涉及管材成型模具,尤其是一种管材多点旋压成形模具。
背景技术:
1、变截面管可以充分利用材料的强度和刚度,是实现结构轻量化的重要措施之一,在汽车、航空、航天等行业有广泛应用。现有的变截面管材成形工艺,主要包括管材旋压成形、管材内高压成形等。这些工艺均需要使用固定模具,通过模具把工件成形为目标形状,存在模具生产成本高、周期长,型面单一的问题。
2、专利cn107755512a提出一种高压胀形与模具成形相结合的方法。首先将经过预成形工序的管件放置在模具内部,并封住管件两端,将高压液体注入管件内部,使管件与模具内壁贴合,从而完成成形。该工艺提高了材料利用率和产品的机械性能,减少了生产成本。
3、专利cn114670476a提出一种管材模压成形方法。首先,加工管状金属壳体;然后采用模压工艺分段压制一组尺寸相同的圆柱形预压件;之后将管状金属壳体竖直装入压制模具中,将所有预压件装入管状金属壳体内,将预压件压实在管状金属壳体的内腔,得到目标件。该技术能够提高成形效率、降低生产成本、提高构件成形精度。
4、然而,上述技术中都需要使用固定模具,均存在模具生产周期长、型面单一且昂贵的问题。
技术实现思路
1、本部分的目的在于概述本实用新型的实施例的一些方面以及简要介绍一些较佳实施例,在本部分以及本申请的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
2、鉴于上述和/或现有技术中所存在的问题,提出了本实用新型。
3、因此,本实用新型所要解决的技术问题是现有管材成形技术中模具生产周期长、成本高、生产型面单一的问题。
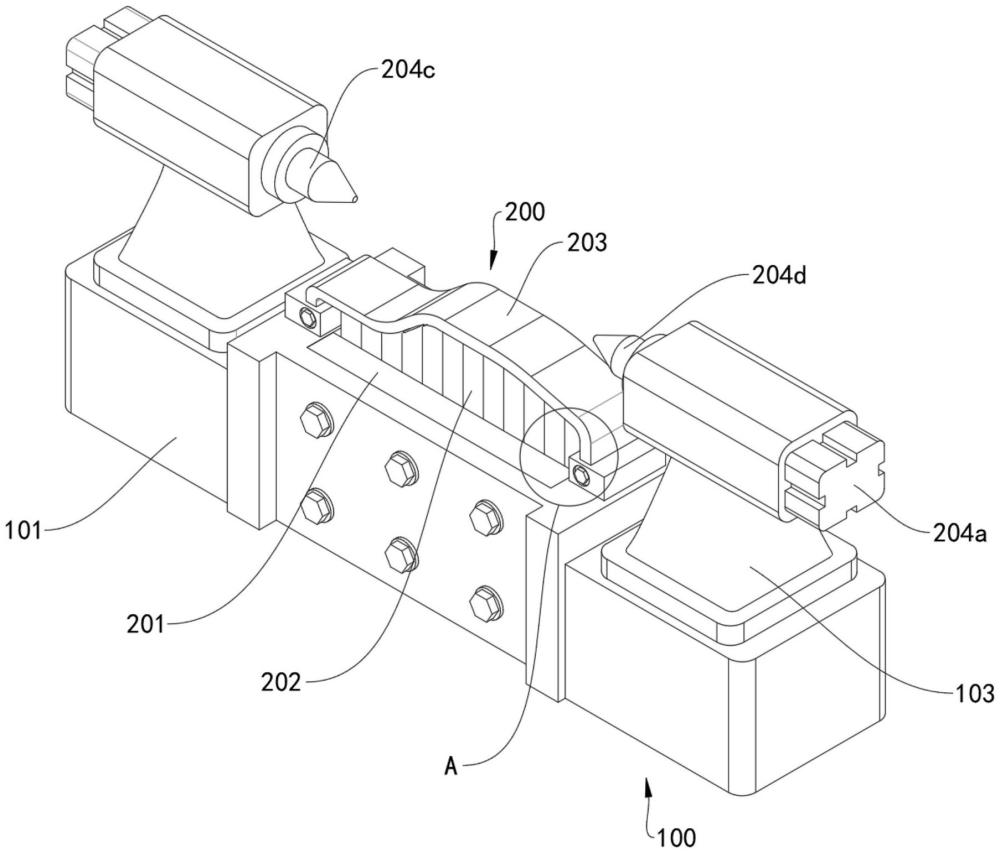
4、为解决上述技术问题,本实用新型提供如下技术方案:一种管材多点旋压成形模具,包括,安装模块,包括模具底座,所述模具底座的中心处开设有安装槽,所述模具底座顶端的左右两侧对称安装有固定架;以及,塑形模块,包括固定安装在所述安装槽内部前后两侧的定位板,两个所述定位板内部设置有顶针,所述顶针的顶端设置有金属垫片,所述顶针的两侧设置有夹持组件。
5、作为本实用新型所述管材多点旋压成形模具的一种优选方案,其中:所述顶针共设置有多个,多个所述顶针阵列分布有两排,且每排所述顶针前后一一对应设置。
6、作为本实用新型所述管材多点旋压成形模具的一种优选方案,其中:两组所述夹持组件包括固定安装在两个所述固定架顶端的电动气缸,两个所述电动气缸的输出端均活动连接有伸缩杆,左端所述伸缩杆的右侧固定连接有左尾座,右端所述伸缩杆的左侧固定连接有右尾座。
7、作为本实用新型所述管材多点旋压成形模具的一种优选方案,其中:所述模具底座的底端通过螺栓固定安装有顶板,所述顶板的顶端开设有螺纹孔,多个所述顶针的底端固定安装有与所述螺纹孔相匹配的螺纹杆。
8、作为本实用新型所述管材多点旋压成形模具的一种优选方案,其中:所述模具底座的顶端且位于所述金属垫片的左右两侧对称设置有卡接框,两个所述卡接框的顶端均开设有与所述金属垫片底端相适配的插槽,所述金属垫片左右两侧的底部分别插接在两个所述插槽,且通过螺栓固定。
9、作为本实用新型所述管材多点旋压成形模具的一种优选方案,其中:两个所述定位板均通过螺栓与所述模具底座的内壁相固定。
10、本实用新型的有益效果:本装置中的多点模具取代了固定模具,节省了模具平均制造成本,降低了生产成本、提高了生产效率,解决了现有管材成形时存在的模具生产周期长、型面单一、制造成本高的问题。
技术特征:
1.一种管材多点旋压成形模具,其特征在于:包括,
2.根据权利要求1所述的管材多点旋压成形模具,其特征在于:所述顶针(202)共设置有多个,多个所述顶针(202)阵列分布有两排,且每排所述顶针(202)前后一一对应设置。
3.根据权利要求2所述的管材多点旋压成形模具,其特征在于:两组所述夹持组件(204)包括固定安装在两个所述固定架(103)顶端的电动气缸(204a),两个所述电动气缸(204a)的输出端均活动连接有伸缩杆(204b),左端所述伸缩杆(204b)的右侧固定连接有左尾座(204c),右端所述伸缩杆(204b)的左侧固定连接有右尾座(204d)。
4.根据权利要求3所述的管材多点旋压成形模具,其特征在于:所述模具底座(101)的底端通过螺栓固定安装有顶板(104),所述顶板(104)的顶端开设有螺纹孔(104a),多个所述顶针(202)的底端固定安装有与所述螺纹孔(104a)相匹配的螺纹杆(202a)。
5.根据权利要求4所述的管材多点旋压成形模具,其特征在于:所述模具底座(101)的顶端且位于所述金属垫片(203)的左右两侧对称设置有卡接框(105),两个所述卡接框(105)的顶端均开设有与所述金属垫片(203)底端相适配的插槽(105a),所述金属垫片(203)左右两侧的底部分别插接在两个所述插槽(105a),且通过螺栓固定。
6.根据权利要求5所述的管材多点旋压成形模具,其特征在于:两个所述定位板(201)均通过螺栓与所述模具底座(101)的内壁相固定。
技术总结
本技术公开了一种管材多点旋压成形模具,包括,安装模块,包括模具底座,所述模具底座的中心处开设有安装槽,所述模具底座顶端的左右两侧对称安装有固定架;以及,塑形模块,包括固定安装在所述安装槽内部前后两侧的定位板,两个所述定位板内部设置有顶针,所述顶针的顶端设置有金属垫片,所述顶针的两侧设置有夹持组件,本装置中的多点模具取代了固定模具,节省了模具平均制造成本,降低了生产成本、提高了生产效率,解决了现有管材成形时存在的模具生产周期长、型面单一、制造成本高的问题。
技术研发人员:曾义雄,钱晨,沈雁,贾彬彬
受保护的技术使用者:江苏海事职业技术学院
技术研发日:20231124
技术公布日:2024/8/26
- 还没有人留言评论。精彩留言会获得点赞!