一种大型钢管焊接设备的制作方法
本技术涉及自动化设备,具体涉及一种大型钢管焊接设备。
背景技术:
1、在大型的钢管焊接过程中,需要在大型钢管的端部焊接头瓣,且由于焊接工件的厚度大于20毫米,焊缝宽度为10毫米左右,且工件切口起伏,焊缝宽度不一致,故需要将钢管放置在工装上进行焊接,且焊接用的焊条尺寸也很大,无法人工进行焊接。
2、但现有技术中一般通过人工点焊定位后将钢管和头瓣放置在定位工装上,再利用焊接设备进行焊接,但需要人工进行焊接位置的调整,且需要人工进行焊条的上料,导致效率低下,并增加了员工的劳动强度。
技术实现思路
1、为解决背景技术中存在的技术问题,本实用新型提出的一种大型钢管焊接设备。
2、本实用新型就解决其技术问题所采用的技术方案如下:
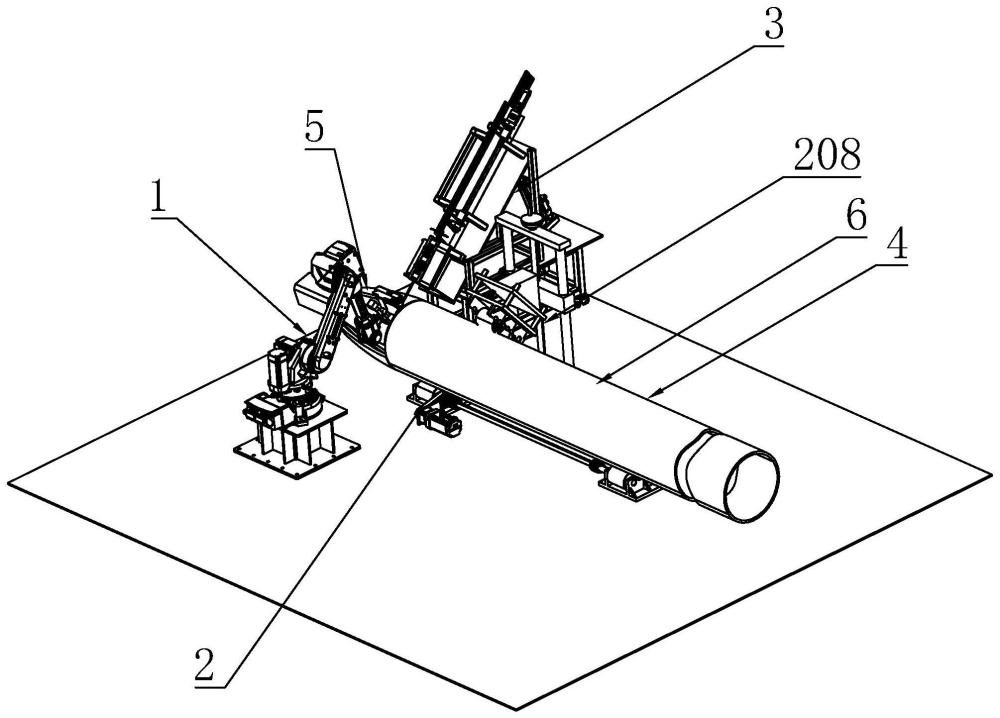
3、一种大型钢管焊接设备,包括焊接机构、支承机构,以及上料机构;
4、焊接机构,包括用于焊接的焊枪、以及驱动焊枪进行移动的驱动模组;
5、支承机构,包括支承架、转设在支承架上的转动辊组,以及驱动转动辊组转动的输出单元,所述转动辊组上形成有供待焊工件置入的支承空间,所述待焊工件置入在支承空间内并随转动辊组进行转动;
6、上料机构,包括用于抬升焊条的抬升组件,以及用于输送焊条的出料组件,所述抬升组件上设有用于供焊条通过出料通道,所述抬升组件的动作端提升焊条对齐至出料通道,并引导至出料组件内,且所述出料组件动作并将焊条输出至焊接区域。
7、优选的,所述焊枪上方设有检测相机。通过以上改进,利用检测相机检测钢管与头瓣的焊接位置,并通过内部3d视觉组件确定焊缝位置,大幅度提升了焊接品质。
8、优选的,所述焊枪上设有用于检测与钢管距离的距离感应器。通过以上改进,在焊接过程中距离感应器可以校准和检测焊缝高度,大幅度提升了焊接品质。
9、优选的,所述待焊工件包括管体,以及设置在管体端部的多个瓣体,瓣体间隔设置在管体上,且所述焊枪侧部设有用于检测瓣体之间间隙的检测感应器。通过以上改进,检测感应器检测到瓣体之间的间隙,则会发送信号,使焊枪停止焊接,避免出现空焊,大幅度提升了焊接品质。
10、优选的,所述转动辊组包括转设在支承架上的第一旋转辊和第二旋转辊,所述支承架上设有若干个供第二旋转辊置入的安装槽,所述第一旋转辊与输出单元连接,且所述支承空间构成于第一旋转辊和第二旋转辊之间。通过以上改进,输出单元带动第一旋转辊进行转动,将钢管放入到第一旋转辊和第二旋转辊之间的支承空间上,第一旋转辊带动钢管进行转动,且第二旋转辊随之进行转动,从而实现对整圈的钢管进行焊接,且保证了其转动过程中的稳定性,将第二旋转辊置入在不同的安装槽内,从而调节与第一旋转辊的距离,满足不同尺寸钢管的焊接。
11、优选的,所述支承机构侧部设有压紧机构,所述压紧机构包括压紧架,以及转设在压紧架上的压紧辊组,所述压紧辊组与待焊工件侧部抵接。通过以上改进,利用压紧架上的压紧辊组从侧部对钢管进行抵接,从而进一步提高了钢管转动过程中的稳定性,以提升焊接质量。
12、优选的,所述抬升组件包括放置焊条的储料框、设置在储料框上的驱动电机、与驱动电机输出端连接的收卷轮,以及用于提升焊条的提升带,所述提升带一端固定在储料框上,另一端与收卷轮连接,且所述提升带承托在焊条底部,以提升焊条高度。通过以上改进,驱动电机带动收卷轮转动,使提升带拉动储料框内的焊条上升,并将焊条转送到出料组件内,实现焊条自动上料。
13、优选的,所述出料组件包括安装板、转设在安装板上的输送辊,以及驱动输送辊转动的驱动单元,所述输送辊之间形成有供焊条通过的送料通道。通过以上改进,驱动单元驱动输送辊进行转动,输送辊将焊条卷入到输送辊之间的送料通道内,实现焊条的自动出料。
14、优选的,所述上料机构还包括机架,所述机架上转设有送料板,所述抬升组件和出料组件设置在送料板上,且所述机架上设有倾斜单元,所述送料板一端铰接在机架上,另一端与倾斜单元的输出端连接,所述倾斜单元动作并驱使送料板起翘,以使焊条沿轴向呈一定角度置入焊接区域。通过以上改进,当倾斜单元驱动送料板起翘,储料框顶部的焊条在重力作用下滑动到输送辊之间,并且在输送辊的作用下将焊条以钢管径向一定的角度置入到焊接区域,从而提升了焊接品质。
15、优选的,所述抬升组件和出料组件转设在送料板上,且所述送料板形成有用于调节焊条径向角度的调节槽,以使焊条倾斜一定角度置入到焊接区域内。通过以上改进,可以调节抬升组件和出料组件在送料板上的角度,从而改变焊条出料时的水平角度,进一步提高了焊接质量。
16、与现有技术相比,本实用新型具有以下优点和有益效果:
17、1、通过上料机构实现焊条的自动上料,并将焊条自动输送至焊接区域,并通过支承机构对钢管进行支承和转动,在利用焊接机构进行焊接,对钢管进行整圈的焊接,将头瓣焊接在钢管端部,整个上焊条、焊接过程均通过设备完成,相比人工进行焊接大幅度提升效率,且进一步提高了焊接品质;
18、2、通过在焊接机构的焊枪侧部设置用于检测间隙的检测感应器,由于头瓣上存在间隙,当旋转至头瓣间隙处时,检测感应器无法感应到头瓣则会停止焊接,从而保证不会出现空焊,保证了焊接品质;
技术特征:
1.一种大型钢管焊接设备,其特征在于,包括焊接机构(1)、支承机构(2),以及上料机构(3);
2.根据权利要求1所述的一种大型钢管焊接设备,其特征在于,所述焊枪(101)上方设有检测相机(103)。
3.根据权利要求1所述的一种大型钢管焊接设备,其特征在于,所述焊枪(101)上设有用于检测与待焊工件(4)距离的距离感应器(104)。
4.根据权利要求1所述的一种大型钢管焊接设备,其特征在于,所述待焊工件(4)包括管体(6),以及设置在管体(6)端部的多个瓣体(5),瓣体(5)间隔设置在管体(6)上,且所述焊枪(101)侧部设有用于检测瓣体(5)之间间隙的检测感应器(105)。
5.根据权利要求1所述的一种大型钢管焊接设备,其特征在于,所述转动辊组(202)包括转设在支承架(201)上的第一旋转辊(205)和第二旋转辊(206),所述支承架(201)上设有若干个供第二旋转辊(206)置入的安装槽(207),所述第一旋转辊(205)与输出单元(203)连接,且所述支承空间(204)构成于第一旋转辊(205)和第二旋转辊(206)之间。
6.根据权利要求1所述的一种大型钢管焊接设备,其特征在于,所述支承机构(2)侧部设有压紧机构(208),所述压紧机构(208)包括压紧架(209),以及转设在压紧架(209)上的压紧辊组(210),所述压紧辊组(210)与待焊工件(4)侧部抵接。
7.根据权利要求1所述的一种大型钢管焊接设备,其特征在于,所述抬升组件(301)包括放置焊条的储料框(303)、设置在储料框(303)上的驱动电机(304)、与驱动电机(304)输出端连接的收卷轮(305),以及用于提升焊条的提升带(306),所述提升带(306)一端固定在储料框(303)上,另一端与收卷轮(305)连接,且所述提升带(306)承托在焊条底部,以提升焊条高度。
8.根据权利要求1所述的一种大型钢管焊接设备,其特征在于,所述出料组件(302)包括安装板(307)、转设在安装板(307)上的输送辊(308),以及驱动输送辊(308)转动的驱动单元(314),所述输送辊(308)之间形成有供焊条通过的送料通道(309)。
9.根据权利要求1所述的一种大型钢管焊接设备,其特征在于,所述上料机构(3)还包括机架(310),所述机架(310)上转设有送料板(311),所述抬升组件(301)和出料组件(302)设置在送料板(311)上,且所述机架(310)上设有倾斜单元(312),所述送料板(311)一端铰接在机架(310)上,另一端与倾斜单元(312)的输出端连接,所述倾斜单元(312)动作并驱使送料板(311)起翘,以使焊条沿轴向呈一定角度置入焊接区域。
10.根据权利要求9所述的一种大型钢管焊接设备,其特征在于,所述抬升组件(301)和出料组件(302)转设在送料板(311)上,且所述送料板(311)形成有用于调节焊条径向角度的调节槽(313),以使焊条倾斜一定角度置入到焊接区域内。
技术总结
本技术公开了一种大型钢管焊接设备,包括焊接机构、支承机构,以及上料机构;焊接机构,包括用于焊接的焊枪、以及驱动焊枪进行移动的驱动模组;支承机构,包括支承架、转设在支承架上的转动辊组,以及驱动转动辊组转动的输出单元,所述转动辊组上形成有供待焊工件置入的支承空间,所述待焊工件置入在支承空间内并随转动辊组进行转动;上料机构,包括用于抬升焊条的抬升组件,以及用于输送焊条的出料组件,所述抬升组件上设有用于供焊条通过出料通道,所述抬升组件的动作端提升焊条对齐至出料通道并引导至出料组件内,且所述出料组件动作将焊条输出至焊接区域。
技术研发人员:徐凯,皮诗涵,范凯盛,张迪,王贵槐,刘强
受保护的技术使用者:浙江航工智能科技集团有限公司
技术研发日:20231127
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!