一种下横梁总成组焊工装的制作方法
本申请涉及叉车门架的生产加工,更具体地说,尤其涉及一种下横梁总成组焊工装。
背景技术:
1、在叉车的运输装卸过程中,叉车门架作为主要的支撑和导向部件,对叉车的工作性能和工作平稳的可靠性有着重要的影响。
2、现有技术中的叉车门架的下横梁总成的组焊,下横梁总成包括下横梁板以及前缸座板,目前往往是依靠人工划线进行焊接,且对于下横梁总成上的安装孔的位置精度较高。人工划线的需要对每个零件的位置尺寸进行一一划线并焊接,其焊接的效率较低,另外人工划线的方式很难达到图纸的要求。
3、因此,亟需一种下横梁总成组焊工装,操作简单,能够提高组装效率,且能够保证产品质量。
技术实现思路
1、为解决上述技术问题,本申请提供一种下横梁总成组焊工装,操作简单,能够提高组装效率,且能够保证产品质量。
2、本申请提供的技术方案如下:
3、一种下横梁总成组焊工装,包括:
4、底板,用于放置下横梁板;
5、设置在所述底板上,与所述下横梁板的端面接触的端部定位组件,所述端部定位组件成对设置,且分别设置在所述底板的两端;
6、设于所述底板的一侧,用于与所述下横梁板的侧面接触的侧面定位组件;
7、设置在所述底板上,用于对前缸座板上的安装孔定位的定位杆组件。
8、优选地,还包括:
9、设置在所述底板上的支撑块,所述支撑块设置有三个,且沿所述底板的上表面间隔设置,所述下横梁板放置在三个所述支撑块的上表面。
10、优选地,所述端部定位组件,包括:
11、设置在所述底板上的安装座组,所述安装座组至少设置有两组,且沿所述底板的宽度方向间隔设置,一组所述安装座组内至少设置有两个第一安装座,且所述第一安装座沿所述底板的方向间隔设置;
12、与所述第一安装座可拆卸连接的定位件,所述定位件的数量与所述安装座组的数量相同。
13、优选地,所述侧面定位组件,包括:
14、固设在所述底板上的安装梁,所述安装梁沿所述底板的长度方向延伸;
15、设置在所述安装梁上的定位块,所述定位块至少设置有两个,且所述定位块沿所述安装梁的长度方向间隔设置。
16、优选地,所述定位杆组件,包括:
17、固定设置在所述安装梁上的第二安装座,所述第二安装座上设置有定位孔;
18、套装在所述定位孔内的定位轴,所述定位轴上设置有定位段,所述定位段的外径与所述安装孔的内径适配;
19、设置在所述定位轴上,对所述前缸座板的端面定位的定位端面。
20、优选地,所述定位杆组件,还包括:
21、套设在所述定位轴外侧的加长套,所述加长套套设在所述安装孔内;
22、用于将所述加长套与所述第二安装座固定的锁紧件。
23、优选地,还包括:
24、设置在所述底板上的压头组件,所述压头组件至少设置有两组,且分别设置在所述定位杆组件的两侧。
25、优选地,所述压头组件,包括:
26、固定设置在所述底板的一侧的压头座;
27、与所述压头座转动连接的调节板;
28、与所述调节板转动连接的摇臂,所述摇臂与所述压头座之间铰接,所述摇臂沿所述底板的宽度方向延伸;
29、设置在所述摇臂远离所述压头座的一端的压头。
30、优选地,设置在所述底板的一端的限位组件,所述限位组件设置在所述端部定位组件的外侧;
31、所述限位组件,包括:
32、固定设置在所述底板上的安装杆,所述安装杆沿所述底板的宽度方向延伸;
33、设置在所述安装杆上,与所述安装杆转动连接的调节螺母;
34、与所述调节螺母配合使用的调节螺杆,所述调节螺杆远离所述调节螺母的一端设置有定位平面。
35、优选地,所述限位组件至少设置有两组,且所述限位组件沿所述底板的长度方向间隔设置。
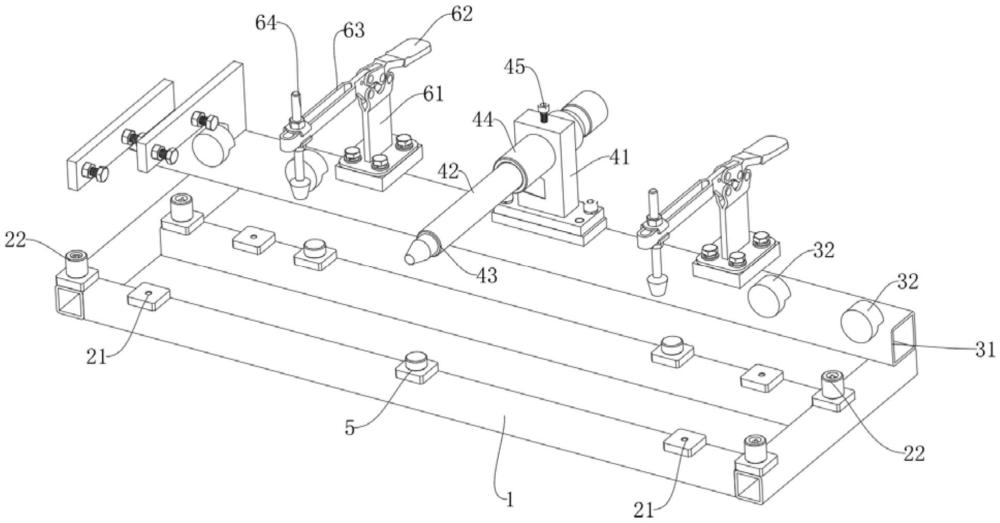
36、本实用新型提供的下横梁总成组焊工装,首先由于设置有底板、端部定位组件以及侧面定位组件,其中,底板用于放置下横梁板,端部定位组件设置在底板上,通过端部定位组件与下横梁板的端面接触,且端部定位组件成对设置,且分别设置在底板的两端,通过端部定位组件对下横梁板的两端进行定位;侧面定位组件设置在底板的一侧,侧面定位组件用于与下横梁板的侧面接触,对下横梁板的侧面进行定位。其次还设置有定位杆组件,定位杆组件设置在底板上,通过定位杆组件对前缸座板上的安装孔进行定位,实现前缸座板与下横梁板相对固定,便于进行对前缸座板和下横梁板进行焊接。由此可见,与现有技术相比,本实用新型实施例中的下横梁总成组焊工装,通过将下横梁板放置在底板上进行固定,将前缸座板放置在下横梁板上并通过定位杆组件进行定位,操作简单,能够提高组装效率,且能够保证产品质量。
技术特征:
1.一种下横梁总成组焊工装,其特征在于,包括:
2.根据权利要求1所述的下横梁总成组焊工装,其特征在于,
3.根据权利要求2所述的下横梁总成组焊工装,其特征在于,
4.根据权利要求1所述的下横梁总成组焊工装,其特征在于;
5.根据权利要求4所述的下横梁总成组焊工装,其特征在于,
6.根据权利要求5所述的下横梁总成组焊工装,其特征在于,
7.根据权利要求1至6中任一项所述的下横梁总成组焊工装,其特征在于,
8.根据权利要求7所述的下横梁总成组焊工装,其特征在于,
9.根据权利要求1至6、8中任一项所述的下横梁总成组焊工装,其特征在于,
10.根据权利要求9所述的下横梁总成组焊工装,其特征在于,
技术总结
本申请公开一种下横梁总成组焊工装,包括:底板,用于放置下横梁板;设置在所述底板上,与所述下横梁板的端面接触的端部定位组件,所述端部定位组件成对设置,且分别设置在所述底板的两端;设于所述底板的一侧,用于与所述下横梁板的侧面接触的侧面定位组件;设置在所述底板上,用于对前缸座板上的安装孔定位的定位杆组件。本申请提供的下横梁总成组焊工装,相较于现有技术而言,操作简单,能够提高组装效率,且能够保证产品质量。
技术研发人员:肖志强,王盼,李少波,盛乐明,周思发,肖丹清
受保护的技术使用者:衡阳合力工业车辆有限公司
技术研发日:20231128
技术公布日:2024/7/23
- 还没有人留言评论。精彩留言会获得点赞!