一种振臂夹紧装置的制作方法
本技术涉及超声加工,特别涉及一种振臂夹紧装置。
背景技术:
1、超声波焊机是一种工业焊接设备,由发生器产生高压、高频信号,通过换能系统,将信号转换成高频机械振动,加在待焊接的工件制品上,通过工件表面的相互摩擦使工件接口的温度升高,当温度达到工件材料的熔点时,工件接口熔化并填充在工件接口之间的空隙中,振动停止后工件在一定压力下冷却定型,以达焊接的目的。在超声波焊接中,焊接头的作用尤为重要,在超声波焊接技术中,对焊接头的硬度和能量传导性都具有一定要求。传统的超声波焊接头由于没有良好的支撑,焊接时,焊接头上下振动频率不均,易造成焊接头的能量发射不稳定,焊接模态不好,影响加工精度及焊接质量。因此,现有技术方案中超声波焊头的支撑性不佳具有易影响加工精度及焊接质量的技术缺陷。
技术实现思路
1、本实用新型的目的在于提出一种振臂夹紧装置,旨在解决现有技术方案中超声波焊头的支撑性不佳具有易影响加工精度及焊接质量的技术缺陷。
2、为达此目的,本实用新型采用以下技术方案:
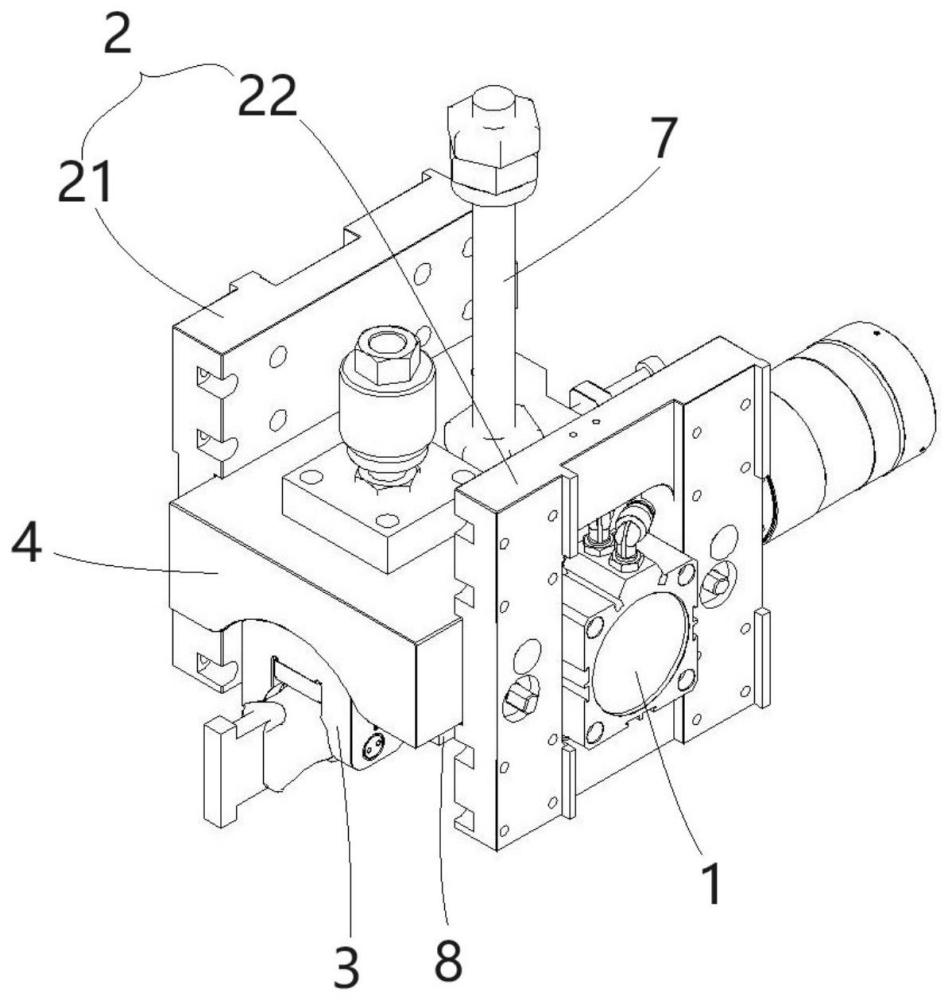
3、本实用新型公开了一种振臂夹紧装置,包括气缸夹紧定位机构、压接组件、振臂机构、焊接机构固定壳座、固定支座左滑轨、固定支座右滑轨;振臂机构包括:振臂固定座、换能器超声波焊头,换能器超声波焊头设置在振臂固定座的下方;振臂固定座的两侧分别设有v型槽,固定支座左滑轨、固定支座右滑轨上分别设有与所述v型槽相适配的锥形侧面,固定支座左滑轨、固定支座右滑轨的锥形侧面分别卡设在振臂固定座的两侧的v型槽中;焊接机构固定壳座套设于固定支座左滑轨、振臂固定座、固定支座右滑轨的上侧;压接组件包括对称设置在焊接机构固定壳座两侧的固定座左滑板、固定座右滑板;所述气缸夹紧定位机构设置在固定座右滑板的一侧并与固定支座右滑轨相连。
4、其中,所述气缸夹紧定位机构包括:夹紧气缸、多根定位销,多根定位销对称设置在夹紧气缸的旁侧,定位销的第一端与固定座右滑板相连,定位销的第二端穿设焊接机构固定壳座并与固定支座右滑轨相连。
5、具体的,固定支座右滑轨为柱状,固定支座右滑轨上远离所述锥形侧面的一侧面上分别设有气缸连接孔、多个导向孔,夹紧气缸的气缸杆的端部与气缸连接孔相连,定位销的另一端与导向孔相连。
6、其中,振臂夹紧装置还包括高度限位机构,高度限位机构设置在焊接机构固定壳座的上侧,用于调整振臂夹紧装置的高度;高度限位机构包括限位组件。
7、具体的,限位组件包括限位导向轴、多个限位调节螺母、限位缓冲垫,限位调节螺母、限位缓冲垫套设于限位导向轴的外侧。
8、具体的,固定支座右滑轨与焊接机构固定壳座之间还设有多个支撑块。
9、其中,振臂固定座包括固定座、固定件,固定件设在固定座的底部,换能器超声波焊头安装在固定座与固定件之间,所述v型槽设在固定座上;换能器超声波焊头的一端通过销轴与固定座相连。
10、具体的,换能器超声波焊头与固定座之间还设有焊头压块。
11、本技术方案所公开的一种振臂夹紧装置,将换能器超声波焊头设置在振臂固定座的下方,将固定支座左滑轨、固定支座右滑轨分别设置在振臂固定座的两侧,通过气缸夹紧定位机构、压接组件对振臂固定座进行压紧,可以实现对换能器超声波焊头进行有效快速地夹紧,提高换能器超声波焊头的支撑性能的同时也提高了超声波焊接机的加工精度及焊接质量。
技术特征:
1.一种振臂夹紧装置,其特征在于,包括气缸夹紧定位机构、压接组件、振臂机构、焊接机构固定壳座、固定支座左滑轨、固定支座右滑轨;
2.根据权利要求1所述一种振臂夹紧装置,其特征在于,所述气缸夹紧定位机构包括:夹紧气缸、多根定位销,多根定位销对称设置在夹紧气缸的旁侧,定位销的第一端与固定座右滑板相连,定位销的第二端穿设焊接机构固定壳座并与固定支座右滑轨相连。
3.根据权利要求2所述一种振臂夹紧装置,其特征在于,固定支座右滑轨为柱状,固定支座右滑轨上远离所述锥形侧面的一侧面上分别设有气缸连接孔、多个导向孔,夹紧气缸的气缸杆的端部与气缸连接孔相连,定位销的另一端与导向孔相连。
4.根据权利要求1所述一种振臂夹紧装置,其特征在于,还包括高度限位机构,高度限位机构设置在焊接机构固定壳座的上侧,用于调整振臂夹紧装置的高度;高度限位机构包括限位组件。
5.根据权利要求4所述一种振臂夹紧装置,其特征在于,限位组件包括限位导向轴、多个限位调节螺母、限位缓冲垫,限位调节螺母、限位缓冲垫套设于限位导向轴的外侧。
6.根据权利要求1所述一种振臂夹紧装置,其特征在于,固定支座右滑轨与焊接机构固定壳座之间还设有多个支撑块。
7.根据权利要求1所述一种振臂夹紧装置,其特征在于,振臂固定座包括固定座、固定件,固定件设在固定座的底部,换能器超声波焊头安装在固定座与固定件之间,所述v型槽设在固定座上;换能器超声波焊头的一端通过销轴与固定座相连。
8.根据权利要求7所述一种振臂夹紧装置,其特征在于,换能器超声波焊头与固定座之间还设有焊头压块。
技术总结
本技术公开了一种振臂夹紧装置,包括振臂机构、固定支座左滑轨、固定支座右滑轨;振臂机构包括:振臂固定座、换能器超声波焊头,换能器超声波焊头设置在振臂固定座的下方;振臂固定座的两侧分别设有V型槽,固定支座左滑轨、固定支座右滑轨上分别设有锥形侧面,固定支座左滑轨、固定支座右滑轨的锥形侧面分别卡设在振臂固定座的两侧的V型槽中。本技术中,将固定支座左滑轨、固定支座右滑轨分别设置在振臂固定座的两侧,通过设置气缸夹紧定位机构、压接组件对振臂固定座进行压紧,可以实现对换能器超声波焊头进行有效快速地夹紧,提高换能器超声波焊头的支撑性能的同时也提高了超声波焊接机的加工精度及焊接质量,具有较强的实用性。
技术研发人员:罗海平
受保护的技术使用者:广东海明声科技股份有限公司
技术研发日:20231130
技术公布日:2024/7/18
- 还没有人留言评论。精彩留言会获得点赞!