一种冷柜底座焊接工装的制作方法
本技术涉及的焊接用模具的,具体涉及一种冷柜底座焊接工装。
背景技术:
1、冷柜底座由耐腐蚀金属板焊接而成。为提高焊接质量,通常需要利用各种夹具或者模具将待焊接的金属板固定住。中国专利2022200596109《一种用于钣金件生产的拼装焊接模具》,公开号是cn216882476u,该拼装焊接模具具包括固定安装在放置架的顶部的两个箱体、转动安装在两个箱体内的带动管,带动管的顶端延伸至箱体外,在带动管上固定套设转动盘,在转动盘的顶部转动安装定位模,在定位模的两侧开设模槽。通过电机和定位模相配合,带动钣金件移动,使得两个配对的钣金件自动对接,焊接完成后的钣金件就从模槽中掉落,实现自动排出钣金件的目的。对于箱体结构的冷柜底座来说,由于焊点多且焊接位置复杂,需要多套不同结构的夹具配合使用才能完成一个冷柜底座的焊接,操作繁琐、工作量大。
技术实现思路
1、为克服现有技术所存在的缺陷,本实用新型提供一种结构简单、使用方便的冷柜底座焊接工装,利用同一工装即可完成冷柜底座多个部位的焊接作业。
2、为实现上述目的,本实用新型采用如下技术方案;
3、本实用新型所述一种冷柜底座焊接工装包括底板、设置在底板上的定位机构,所述定位机构包括排列成矩形框架状的多个支撑体,所述支撑体包括相互平行设置的前支撑板和后支撑板,所述前支撑板和后支撑板的内侧边上均设置有突出的上支点和下支点,前支撑板和后支撑板上均固定连接有侧板。
4、通过本方案,该焊接工装可以从四周多个部位固定冷柜底座的待焊接钢板,结构简单、使用方便,利用同一工装即可完成冷柜底座多个部位的焊接作业。
5、优选地,所述底板为矩形结构,沿着底板的每一边缘各设置一支撑体。
6、通过本方案,底板的每一边缘均有足够数量的突出支点用于支撑待焊接钢板。
7、优选地,所述侧板是固定连接在前支撑板和后支撑板之间的窄条状结构。
8、通过本方案,窄条状结构的侧板可以对前支撑板和后支撑板起到侧面支撑的作用,提高前支撑板和后支撑板的稳定性,并留有足够的空间用于焊接作业。
9、优选地,所述侧板是固定连接在底板与前支撑板之间或者底板与后支撑板之间三角形区域中的直角梯形结构,所述直角梯形结构的一个直角边固定连接在底板上、另一直角边固定连接在前支撑板或者后支撑板上。
10、通过本方案,直角梯形结构的侧板可以对前支撑板和后支撑板起到侧面支撑的作用,提高前支撑板和后支撑板的稳定性同时提高支撑板与底板连接的稳定性。
11、优选地,所述上支点和下支点末端的端面上设置有内螺纹孔,所述内螺纹孔中通过螺纹安装有限位螺栓,所述限位螺栓上套装有紧固螺帽。
12、通过本方案,可以微调上支点和下支点的长度,弥补该焊接工装本身的装配产生的工艺误差,使其规格尺寸更符合冷柜底座焊接工艺的要求。
13、本实用新型的有益效果在于,该焊接工装可以从多个部位固定冷柜底座的待焊接钢板,结构简单、使用方便,利用同一工装即可完成冷柜底座多个部位的焊接作业。
技术特征:
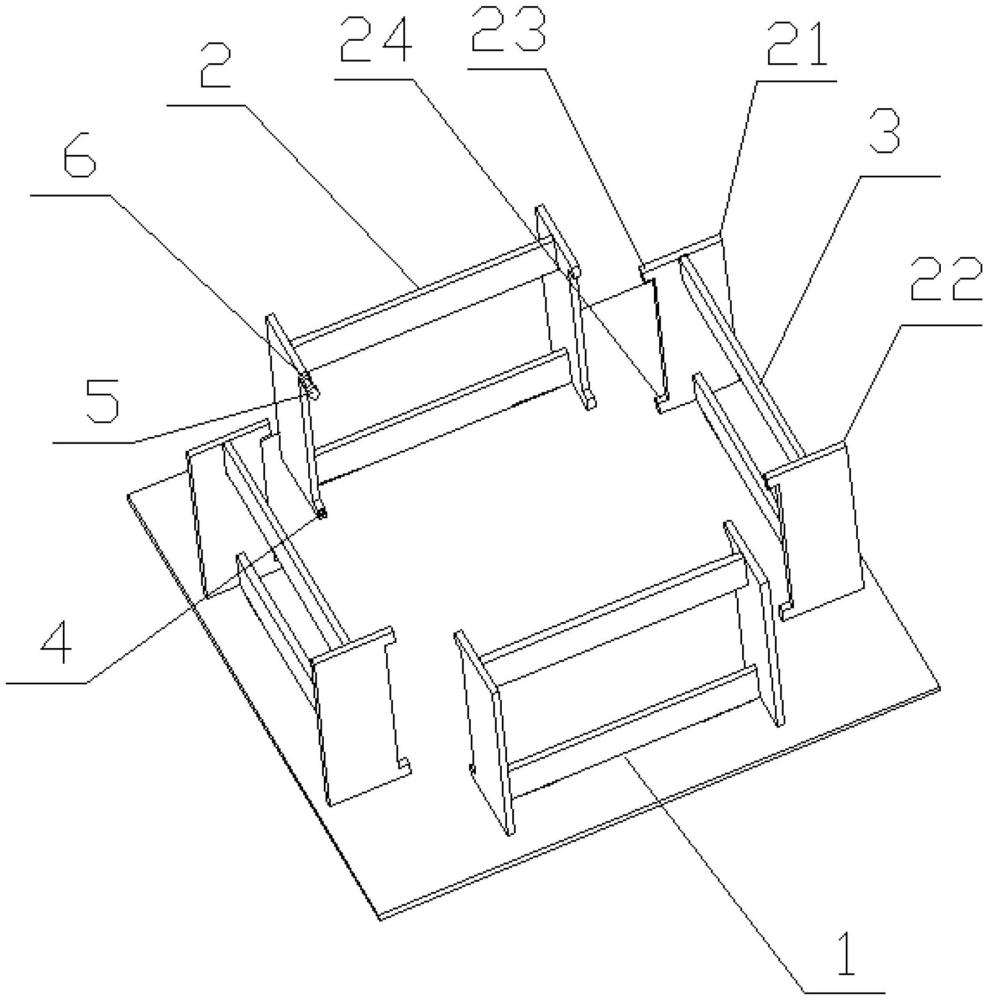
1.一种冷柜底座焊接工装,包括底板(1)、设置在底板(1)上的定位机构,其特征在于:所述定位机构包括排列成矩形框架状的多个支撑体(2),所述支撑体(2)包括相互平行设置的前支撑板(21)和后支撑板(22),所述前支撑板(21)和后支撑板(22)的内侧边上均设置有突出的上支点(23)和下支点(24),前支撑板(21)和后支撑板(22)上均固定连接有侧板(3)。
2.根据权利要求1所述一种冷柜底座焊接工装,其特征在于,所述底板(1)为矩形结构,沿着底板(1)的每一边缘各设置一支撑体(2)。
3.根据权利要求1或2所述一种冷柜底座焊接工装,其特征在于,所述侧板(3)是固定连接在前支撑板(21)和后支撑板(22)之间的窄条状结构。
4.根据权利要求1或2所述一种冷柜底座焊接工装,其特征在于,所述侧板(3)是固定连接在底板(1)与前支撑板(21)之间或者底板(1)与后支撑板(22)之间三角形区域中的直角梯形结构,所述直角梯形结构的一个直角边固定连接在底板(1)上、另一直角边固定连接在前支撑板(21)或者后支撑板(22)上。
5.根据权利要求1或2所述一种冷柜底座焊接工装,其特征在于,所述上支点(23)和下支点(24)末端的端面上设置有内螺纹孔(4),所述内螺纹孔(4)中通过螺纹安装有限位螺栓(5),所述限位螺栓(5)上套装有紧固螺帽(6)。
技术总结
本技术涉及的焊接用模具的技术领域,具体涉及一种冷柜底座焊接工装。包括底板、设置在底板上的定位机构,所述定位机构包括排列成矩形框架状的多个支撑体,所述支撑体包括相互平行设置的前支撑板和后支撑板,所述前支撑板和后支撑板的内侧边上均设置有突出的上支点和下支点,前支撑板和后支撑板上均固定连接有侧板。该焊接工装可以从多个部位固定冷柜底座的待焊接钢板,结构简单、使用方便,利用同一工装即可完成冷柜底座多个部位的焊接作业。
技术研发人员:姜文鸥
受保护的技术使用者:青岛海瑞涂装设备有限公司
技术研发日:20231130
技术公布日:2024/8/26
- 还没有人留言评论。精彩留言会获得点赞!