碟簧成型用压配工装的制作方法
本技术涉及碟簧成型领域,特别涉及碟簧成型用压配工装。
背景技术:
1、碟形弹簧的形状为圆锥碟状,与传统弹簧不同,功能上有其特殊的作用,主要特点是,负荷大,行程短,所需空间小,组合使用方便,维修换装容易,经济安全性高。适用于空间小,负荷大之精密重机械。其压缩行程最佳使用范围在其最大压缩行程的10%-75%之间。
2、碟簧的成型一般是通过冲压的方式成型,在冲压的过程中先将准备的板材放置在冲床上,并通过根据产品制定的模具进行加工,冲床通过施压将板材冲压成所需的形状,但是在长期的冲压过程中,模具会逐步产生磨损和误差,现有的冲床和模具一般都为一体件或者通过锁紧件固定安装在机床上,模具磨损后安装、拆卸和更换需要消耗大量的人力物力以及时间,且会拖慢整体的加工效率,十分不便,因此需要研发一种即可保证模具稳定使用,同时也能够实现模具的快速安装和拆卸的冲压工装。
技术实现思路
1、本实用新型的目的是提供碟簧成型用压配工装,结构巧妙,能够实现碟簧快捷稳定的冲压成型,并能够实现上模块的快速拆卸、更换和安装,便捷实用。
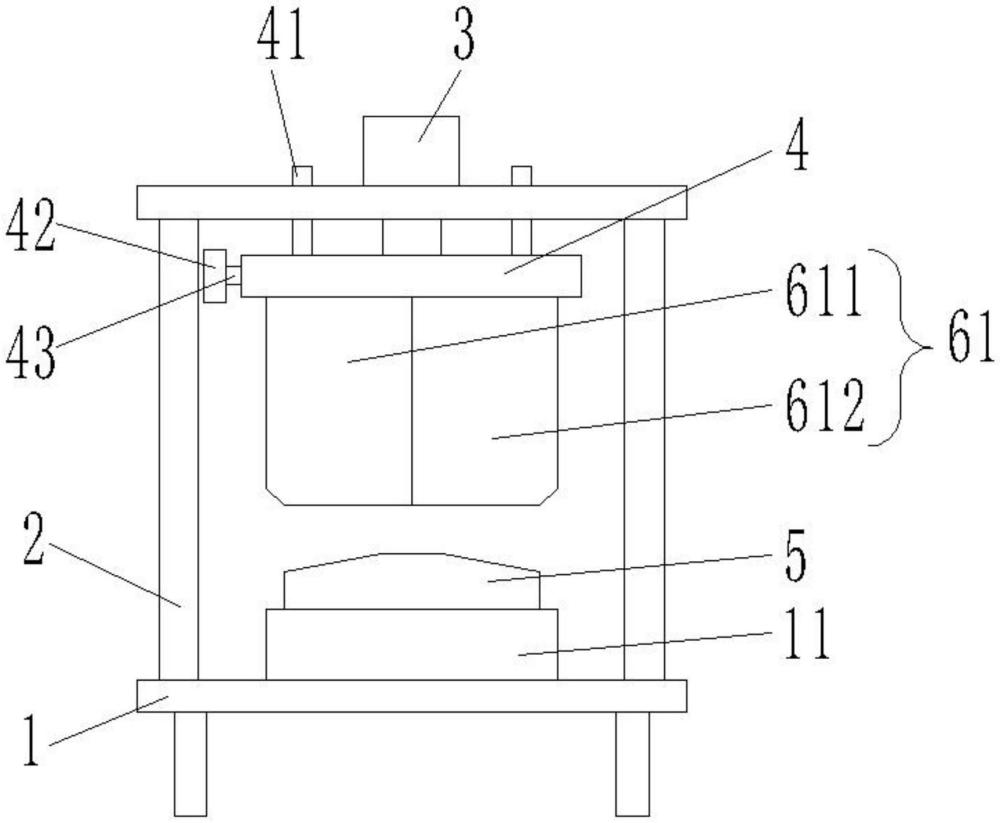
2、实现本实用新型目的的技术方案是:本实用新型具有工作平台以及固定在工作平台上的机架;所述工作平台上固定设有安装座、以及设置在安装座内的下模块,所述机架上设有液压缸、以及在液压缸的驱动下升降设置在机架上的升降板,所述升降板上设有可在液压缸的驱动下与下模块靠压的上模组件,所述上模组件包括定位筒、固定在升降板上且与定位筒同轴设置的冲压柱、套设在冲压柱上的定位块、设置在定位块和定位筒内壁之间的衬套、以及可拆卸式安装在冲压柱上的上模块,所述定位块和衬套同轴且等高设置,所述上模块安装在冲压柱上后,上模块的上端面与衬套以及定位块的底面贴合,所述定位筒包括相对设置的左筒体和右筒体,所述左筒体和右筒体在驱动件的作用下相对且同步滑动设置在升降板上,所述左筒体和右筒体上均设有多个锁块,所述上模块的侧壁上设有多个与各个锁块对应的锁槽,左筒体和右筒体在驱动件的作用下相向移动,并在形成定位筒后通过各个锁块与锁槽的插接配合将上模块固定在定位筒内。
3、进一步的,上述升降板上设有相对设置的内腔,以及连接两个内腔的连接腔,所述升降板的下端面上设有与各个内腔连通的滑槽,所述左筒体和右筒体上均设有限位滑块,所述升降板上还设有双头螺杆,所述双头螺杆的一端位于升降板的外部,且双头螺杆上位于升降板外部的一端固定设有把手,双头螺杆的另一端转动连接在升降板上,所述双头螺杆的各个螺纹部位于对应的内腔内,各个限位滑块上均设有螺纹孔,各个限位滑块通过各个螺纹部与对应的螺纹孔的螺纹配合同步滑动,左筒体和右筒体通过各个限位滑块和滑槽的滑动配合同步滑动。
4、进一步的,上述冲压柱上设有外接螺纹部,所述上模块上设有外接螺纹孔,所述上模块通过外接螺纹部和外接螺纹孔的螺纹配合可拆卸式固定安装在冲压柱上,并在各个锁块和锁槽插接后固定在定位筒内。
5、进一步的,上述下模块和安装座上均设有可供冲压柱穿过的通孔,所述左筒体和右筒体的下端均设有侧边冲压部,各个侧边冲压部上均设有引导斜面,所述安装座上设有与引导斜面对应的靠压斜面,冲压柱和侧边冲压部通过液压缸的驱动将板材进行冲压切割。
6、进一步的,上述安装座内设有安装槽,所述安装槽内设有多个沿安装槽的轴线圆周分布的弧形嵌槽,各个弧形嵌槽的侧壁上均设有与弧形嵌槽连通的连接槽,所述下模块的底面上设有与各个弧形嵌槽对应的弧形嵌槽,各个弧形嵌块上均设有可在转动后伸出连接槽内的连接块,下模块通过各个弧形嵌块和弧形嵌槽的插接配合进行连接,并在转动后通过各个连接块和连接槽的插接配合进行固定连接。
7、本实用新型具有积极的效果:(1)本实用新型通过在在安装座上安装下模块,在机架上设置液压缸来驱动上模块,通过左筒体和右筒体的同步滑动来对上模块进行安装和定位,定位块和衬套保证了冲压柱和上模块整体下压的稳定性,同时也避免了上模块在使用过程中的轴线跳动,通左筒体和右筒体上的各个锁块和锁槽的配合来增加了定位筒和上模块之间连接的稳定性,同时也便于上模块进行快速的安装、拆卸和更换,有效的解决了现有技术中传统的安装方式拆装繁琐耗时耗力的问题,不仅保证了上模块快速的装卸和更换,并且保证了安装和使用过程中整体的稳定,结构巧妙,便捷实用。
8、(2)本实用新型通过双头螺杆驱动左筒体和右筒体进行同步运动,各个限位滑块通过与双头螺杆的配合带动左筒体和右筒体进行同步的外扩或者同步的内缩,同步的外扩为了便于对上模块的快速安装或者拆卸,同步的内缩可以增加上模块整体的稳定性,便捷稳定且实用。
9、(3)本实用新型通过在冲压柱上设置外接螺纹部,在上模块上设置外接螺纹孔,上模块通过外接螺纹部和外接螺纹孔的螺纹配合进行快速的安装和拆卸,同时通过与组筒体、右筒体、定位块和衬套的靠压,也保证了整体的稳定,安全实用。
10、(4)本实用新型通过设置侧边冲压部,并在侧边冲压部上设置引导斜面,在安装座上设置靠压斜面,引导斜面和靠压斜面的配合极大的减少了冲压成型的碟簧翻边或者毛刺量,保证了成型碟簧的质量,同时也减少了后期修剪的工作量,便捷实用。
11、(5)本实用新型通过在安装槽内设置弧形嵌槽,并设置连接槽与弧形嵌槽连通,在下模块上设置弧形嵌块,下模块通过弧形嵌块与弧形嵌槽的配合与安装座连接,连接块在下模块转动后与连接槽进行连接定位,保证了下模块的快速安装和拆卸,同时也保证了下模块安装后整体的稳定性,便捷实用。
技术特征:
1.碟簧成型用压配工装,具有工作平台以及固定在工作平台上的机架;其特征在于:所述工作平台上固定设有安装座、以及设置在安装座内的下模块,所述机架上设有液压缸、以及在液压缸的驱动下升降设置在机架上的升降板,所述升降板上设有可在液压缸的驱动下与下模块靠压的上模组件,所述上模组件包括定位筒、固定在升降板上且与定位筒同轴设置的冲压柱、套设在冲压柱上的定位块、设置在定位块和定位筒内壁之间的衬套、以及可拆卸式安装在冲压柱上的上模块,所述定位块和衬套同轴且等高设置,所述上模块安装在冲压柱上后,上模块的上端面与衬套以及定位块的底面贴合,所述定位筒包括相对设置的左筒体和右筒体,所述左筒体和右筒体在驱动件的作用下相对且同步滑动设置在升降板上,所述左筒体和右筒体上均设有多个锁块,所述上模块的侧壁上设有多个与各个锁块对应的锁槽,左筒体和右筒体在驱动件的作用下相向移动,并在形成定位筒后通过各个锁块与锁槽的插接配合将上模块固定在定位筒内。
2.根据权利要求1所述的碟簧成型用压配工装,其特征在于:所述升降板上设有相对设置的内腔,以及连接两个内腔的连接腔,所述升降板的下端面上设有与各个内腔连通的滑槽,所述左筒体和右筒体上均设有限位滑块,所述升降板上还设有双头螺杆,所述双头螺杆的一端位于升降板的外部,且双头螺杆上位于升降板外部的一端固定设有把手,双头螺杆的另一端转动连接在升降板上,所述双头螺杆的各个螺纹部位于对应的内腔内,各个限位滑块上均设有螺纹孔,各个限位滑块通过各个螺纹部与对应的螺纹孔的螺纹配合同步滑动,左筒体和右筒体通过各个限位滑块和滑槽的滑动配合同步滑动。
3.根据权利要求2所述的碟簧成型用压配工装,其特征在于:所述冲压柱上设有外接螺纹部,所述上模块上设有外接螺纹孔,所述上模块通过外接螺纹部和外接螺纹孔的螺纹配合可拆卸式固定安装在冲压柱上,并在各个锁块和锁槽插接后固定在定位筒内。
4.根据权利要求3所述的碟簧成型用压配工装,其特征在于:所述下模块和安装座上均设有可供冲压柱穿过的通孔,所述左筒体和右筒体的下端均设有侧边冲压部,各个侧边冲压部上均设有引导斜面,所述安装座上设有与引导斜面对应的靠压斜面,冲压柱和侧边冲压部通过液压缸的驱动将板材进行冲压切割。
5.根据权利要求4所述的碟簧成型用压配工装,其特征在于:所述安装座内设有安装槽,所述安装槽内设有多个沿安装槽的轴线圆周分布的弧形嵌槽,各个弧形嵌槽的侧壁上均设有与弧形嵌槽连通的连接槽,所述下模块的底面上设有与各个弧形嵌槽对应的弧形嵌槽,各个弧形嵌块上均设有可在转动后伸出连接槽内的连接块,下模块通过各个弧形嵌块和弧形嵌槽的插接配合进行连接,并在转动后通过各个连接块和连接槽的插接配合进行固定连接。
技术总结
本技术涉及碟簧成型用压配工装,具有工作平台以及机架;工作平台上固定设有安装座、以及下模块,机架上设有液压缸、以及升降板,升降板上设有上模组件,上模组件包括定位筒、冲压柱、定位块、衬套、以及上模块,上模块安装在冲压柱上后,上模块的上端面与衬套以及定位块的底面贴合,定位筒包括相对设置的左筒体和右筒体,左筒体和右筒体在驱动件的作用下相对且同步滑动设置在升降板上,左筒体和右筒体上均设有多个锁块,上模块的侧壁上设有多个与各个锁块对应的锁槽,左筒体和右筒体在驱动件的作用下相向移动,并在形成定位筒后通过各个锁块与锁槽的插接配合将上模块固定在定位筒内。本技术结构巧妙,便捷实用。
技术研发人员:吴刚,陈广龙
受保护的技术使用者:常州伊科达航天科技有限公司
技术研发日:20231201
技术公布日:2024/7/15
- 还没有人留言评论。精彩留言会获得点赞!