磨齿夹具夹持柄转换套的制作方法
本技术涉及磨齿夹具领域,具体涉及磨齿夹具夹持柄转换套。
背景技术:
1、在高精度硬齿面齿轮的磨齿工序中,ze360和ze800数控成形磨齿机床的所使用磨齿夹具夹持部分(如图1所示),是夹持的圆柱体;而yk7236a和yk7250a数控蜗杆砂轮磨齿机床的所使用磨齿夹具夹持部分(如图2所示),是夹持的球体。
2、两种设备具备的功能不同,需通过两种设备对调使用。而两种设备已有较多磨齿夹具不能互换使用,从而限制了齿轮制造的工艺性,新增磨齿夹具又提高了生产成本。
技术实现思路
1、针对上述技术问题,本实用新型提供磨齿夹具夹持柄转换套,利用yk7236a和yk7250a数控蜗杆砂轮磨齿机床的所使用磨齿夹具夹持部分的夹持球体,通过磨齿夹具夹持柄转换套,在磨齿夹具的夹持柄部位,可转换在ze360和ze800数控成形磨齿机床上使用。
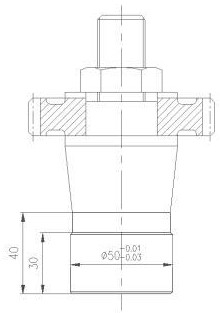
2、本实用新型的磨齿夹具夹持柄转换套由整体构成,外圆为的圆柱体,内孔为的球体,端部保留顶尖孔且保证顶尖孔、的球体和的圆柱体的同轴度不大于φ0.015。
3、进一步地,圆柱体的筒臂均匀开3~5处槽,使其具备弹性收缩,方便蜗杆砂轮磨齿机的磨齿夹具柄部套入并夹持的球体,3~5处槽沿圆周均匀分布,更优选4处槽。
4、进一步地,为提高磨齿夹具夹持柄转换套的使用精度,材料采用具备较高弹性和耐磨性的65mn、45mnb等。
5、进一步地,采用表面淬火处理,表面硬度50~58hrc,芯部硬度35~45hrc。
6、本实用新型的转换原理为:ze360和ze800数控成形磨齿机床均采用液压收缩式膨胀夹具,转换套先套装夹紧的球体,再使的圆柱体进入液压收缩式膨胀夹具孔内,使用时ze360和ze800数控成形磨齿机床夹具只需夹紧的圆柱体即可实现转换。
7、本实用新型的有益效果在于:
8、本实用新型具有结构简单、工艺性好、成本较低等优点,对于专业制齿企业具有很高的推广价值。通过验证,本实用新型能够满足实际使用要求和设计目标。
技术特征:
1.磨齿夹具夹持柄转换套,其特征在于,由整体构成,外圆为的圆柱体,内孔为的球体,端部保留顶尖孔且保证顶尖孔、的球体和的圆柱体的同轴度不大于φ0.015。
2.根据权利要求1所述的磨齿夹具夹持柄转换套,其特征在于,所述圆柱体的筒臂均匀开3~5处槽。
3.根据权利要求2所述的磨齿夹具夹持柄转换套,其特征在于,所述槽沿圆周均匀分布。
4.根据权利要求2所述的磨齿夹具夹持柄转换套,其特征在于,所述槽为4处。
5.根据权利要求2所述的磨齿夹具夹持柄转换套,其特征在于,所述磨齿夹具夹持柄转换套的材料采用65mn或45mnb。
6.根据权利要求2所述的磨齿夹具夹持柄转换套,其特征在于,所述磨齿夹具夹持柄转换套采用表面淬火处理,表面硬度50~58hrc,芯部硬度35~45hrc。
技术总结
本技术公开磨齿夹具夹持柄转换套,涉及磨齿夹具领域。该转换套由整体构成,外圆为的圆柱体,内孔为的球体,端部保留顶尖孔且保证顶尖孔、的球体和的圆柱体的同轴度不大于Φ0.015,筒臂均匀开槽。本技术结构简单、工艺性好、成本较低,对于专业制齿企业具有很高的推广价值。通过验证,本技术能够满足实际使用要求和设计目标。
技术研发人员:成钢,周围,张联峰,刘子聪
受保护的技术使用者:江麓机电集团有限公司
技术研发日:20231204
技术公布日:2024/9/19
- 还没有人留言评论。精彩留言会获得点赞!