一种滤波器腔体的铝材挤压成型模具的制作方法
本技术涉及铝材挤压成型模具,尤其涉及一种滤波器腔体的铝材挤压成型模具。
背景技术:
1、传统金属腔体滤波器制造实现方法普遍采用纯机加方法,纯机加方法通过机械加工工具在整块金属上进行机械加工,如采用铣、削等动作,最终根据设计图纸成型腔体,但是这种纯机加方法加工效率低,且不良率高,基于这一现状,我们提出了一种滤波器腔体的铝材挤压成型模具。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种滤波器腔体的铝材挤压成型模具。
2、为了实现上述目的,本实用新型采用了如下技术方案:
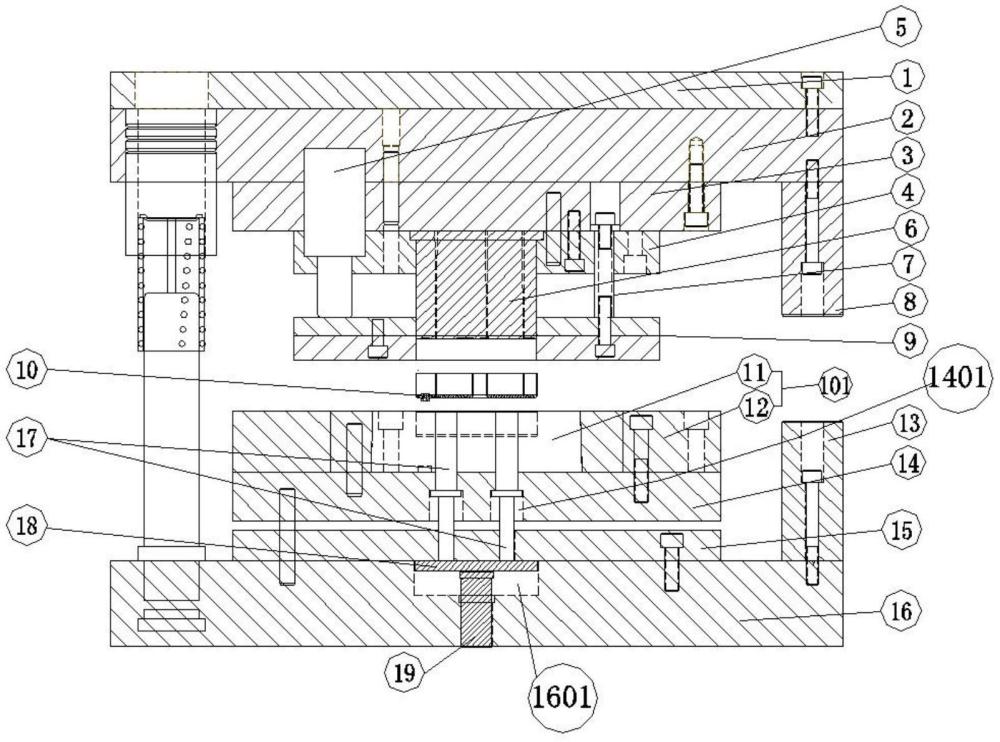
3、一种滤波器腔体的铝材挤压成型模具,包括上模组件和下模组件,所述上模组件包括盖板,所述盖板的底部螺纹固定有上模座,上模座的底部螺纹固定有上垫板,上垫板的底部螺纹固定有上夹板,上夹板的底部安装有脱料机构,脱料机构用于对产品从顶部脱模,上夹板的底部嵌装固定有成型公,成型公用于对产品挤压成型,脱料机构套设在成型公上,上模座的底部右侧螺纹固定有上限位柱;
4、所述下模组件包括与成型公相配合的凹模组件,凹模组件的底部螺纹固定有下垫板,下垫板的底部螺纹固定有下背板,下背板的底部螺纹固定有下模座,下模座的顶部嵌装有顶料机构,顶料机构用于将产品从凹模组件内顶出,下垫板和下背板均套设在顶料机构上,下模座的顶部右侧螺纹固定有下限位柱,下限位柱位于上限位柱的下方并与其相配合。
5、优选的,所述脱料机构包括设置在上夹板下方的脱料板,脱料板活动套设在成型公上,脱料板的顶部右侧固定连接有连动杆,上夹板滑动套设在连动杆上,上模座的底部左侧嵌装固定有弹簧,弹簧的底端与脱料板的顶部左侧固定连接,上夹板和上垫板均活动套设在弹簧上,弹簧处于压缩状态放松挤压力时用于驱动脱料板向下移动复位。
6、优选的,所述顶料机构包括顶板,下模座的顶部开设有第一凹槽,顶板位于第一凹槽内,顶板的底部固定连接有第一顶杆,第一顶杆的底端与下模座的底部平齐,下模座活动套设在第一顶杆上,第一顶杆的底部配合设置有外部的液压推缸,顶板的顶部固定连接有两个第二顶杆,下垫板和下背板活动套设在两个第二顶杆上,第二顶杆的顶端延伸至凹模组件内,第二顶杆用于将产品顶出。
7、优选的,所述凹模组件包括下模套板和设置在下模套板顶部的模仁,模仁位于成型公的下方并与成型公相配合,下模套板螺纹固定在下垫板的顶部,通过模仁和下模套板构成,可减小模板之间拉应力,提高模具强度,延长模具使用寿命。
8、优选的,所述成型公的底部开设有多个避让凹槽,成型公的顶部开设有多个锥度避位孔,其中锥度避位孔的夹角约为1度左右,设置的锥度避位孔可减小摩擦力有利于材料流动,且产品容易成型,零件脱料时不会被卡变形和卡断裂。
9、优选的,所述第二顶杆包括细杆、粗杆和限位块,细杆的底端与顶板的顶部固定连接,下垫板的底部开设有两个第二凹槽,细杆的顶端延伸至对应的第二凹槽内并与限位块的底部固定连接,限位块的顶部与对应的粗杆底端固定连接,粗杆的顶端延伸至模仁内,粗杆的外径和细杆的外径均比限位块的两侧之间的距离小,限位块对细杆起到限位的效果。
10、优选的,所述上垫板的顶部左侧开设有第一穿孔,弹簧位于第一穿孔内并与第一穿孔的内壁活动接触。
11、与现有的技术相比,本实用新型的有益效果是:
12、1、通过上模组件和下模组件相配合,能够将产品直接挤压成型,提高加工效率,且能够将成型的产品通过顶部脱料和底部顶出的方式快速完成脱模,可有效的降低产品脱模过程中外形变形的情况;
13、本实用新型通过一系列结构的设置,能够将产品直接挤压成型,提高加工效率,且能够将成型的产品通过顶部脱料配合底部顶出的方式快速完成脱模,可有效的降低产品脱模过程中外形变形的情况,从而降低产品的不良率。
技术特征:
1.一种滤波器腔体的铝材挤压成型模具,包括上模组件和下模组件,其特征在于,所述上模组件包括盖板(1),所述盖板(1)的底部螺纹固定有上模座(2),上模座(2)的底部螺纹固定有上垫板(3),上垫板(3)的底部螺纹固定有上夹板(4),上夹板(4)的底部安装有脱料机构,上夹板(4)的底部嵌装固定有成型公(6),脱料机构套设在成型公(6)上,上模座(2)的底部右侧螺纹固定有上限位柱(8);
2.根据权利要求1所述的一种滤波器腔体的铝材挤压成型模具,其特征在于,所述脱料机构包括设置在上夹板(4)下方的脱料板(9),脱料板(9)活动套设在成型公(6)上,脱料板(9)的顶部右侧固定连接有连动杆(7),上夹板(4)滑动套设在连动杆(7)上,上模座(2)的底部左侧嵌装固定有弹簧(5),弹簧(5)的底端与脱料板(9)的顶部左侧固定连接,上夹板(4)和上垫板(3)均活动套设在弹簧(5)上。
3.根据权利要求2所述的一种滤波器腔体的铝材挤压成型模具,其特征在于,所述顶料机构包括顶板(18),下模座(16)的顶部开设有第一凹槽(1601),顶板(18)位于第一凹槽(1601)内,顶板(18)的底部固定连接有第一顶杆(19),第一顶杆(19)的底端与下模座(16)的底部平齐,下模座(16)活动套设在第一顶杆(19)上,第一顶杆(19)的底部配合设置有外部的液压推缸,顶板(18)的顶部固定连接有两个第二顶杆(17),下垫板(14)和下背板(15)活动套设在两个第二顶杆(17)上,第二顶杆(17)的顶端延伸至凹模组件(101)内。
4.根据权利要求1所述的一种滤波器腔体的铝材挤压成型模具,其特征在于,所述凹模组件(101)包括下模套板(12)和设置在下模套板(12)顶部的模仁(11),模仁(11)位于成型公(6)的下方并与成型公(6)相配合,下模套板(12)螺纹固定在下垫板(14)的顶部。
5.根据权利要求1所述的一种滤波器腔体的铝材挤压成型模具,其特征在于,所述成型公(6)的底部开设有多个避让凹槽(602),成型公(6)的顶部开设有多个锥度避位孔(601)。
6.根据权利要求3所述的一种滤波器腔体的铝材挤压成型模具,其特征在于,所述第二顶杆(17)包括细杆、粗杆和限位块,细杆的底端与顶板(18)的顶部固定连接,下垫板(14)的底部开设有两个第二凹槽(1401),细杆的顶端延伸至对应的第二凹槽(1401)内并与限位块的底部固定连接,限位块的顶部与对应的粗杆底端固定连接,粗杆的顶端延伸至模仁(11)内,粗杆的外径和细杆的外径均比限位块的两侧之间的距离小。
7.根据权利要求2所述的一种滤波器腔体的铝材挤压成型模具,其特征在于,所述上垫板(3)的顶部左侧开设有第一穿孔,弹簧(5)位于第一穿孔内并与第一穿孔的内壁活动接触。
技术总结
本技术公开了一种滤波器腔体的铝材挤压成型模具,包括上模组件和下模组件,所述上模组件包括盖板,所述盖板的底部螺纹固定有上模座,上模座的底部螺纹固定有上垫板,上垫板的底部螺纹固定有上夹板,上夹板的底部安装有脱料机构,脱料机构用于对产品从顶部脱模,上夹板的底部嵌装固定有成型公,成型公用于对产品挤压成型,脱料机构套设在成型公上,上模座的底部右侧螺纹固定有上限位柱。本技术通过一系列结构的设置,能够将产品直接挤压成型,提高加工效率,且能够将成型的产品通过顶部脱料配合底部顶出的方式快速完成脱模,可有效的降低产品脱模过程中外形变形的情况,从而降低产品的不良率。
技术研发人员:赵林,侯晓莉,袁铮,贺宽尉
受保护的技术使用者:苏州欣天新精密机械有限公司
技术研发日:20231205
技术公布日:2024/9/2
- 还没有人留言评论。精彩留言会获得点赞!